
瑞安市宝锐精密机械有限公司




双头旋转气动夹头/旋转气动卡盘产品简介:
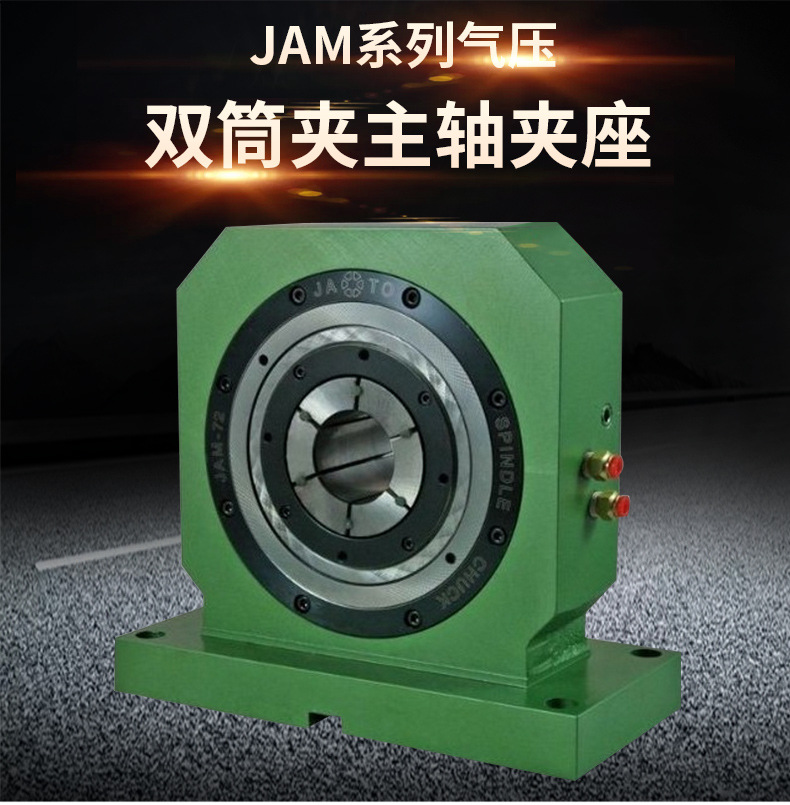
针对追求高生产效率的加工专用机械,宝锐(RABR)提出了全新的夹具设计观念。传统的自动化工件夹持系统是由一系列的标准化组件所组成,包含了回转主轴丶动力夹头丶及液气压驱动系统。宝锐主轴夹座空油压主轴夹座将三者整合为一,大幅提升加工专用机械的设计弹性与生产效率。
应用宝锐主轴夹座,专用机械能大量缩短工件送料行程与装夹的时间。此外,由於朝铨主轴夹座的外型短薄,短型工件能在一次的装夹作业完成工件双端同时加工,而长型工件能以一对单筒夹主轴夹座或是一只双筒夹主轴夹座在一次的装夹完成工件双端同时加工。
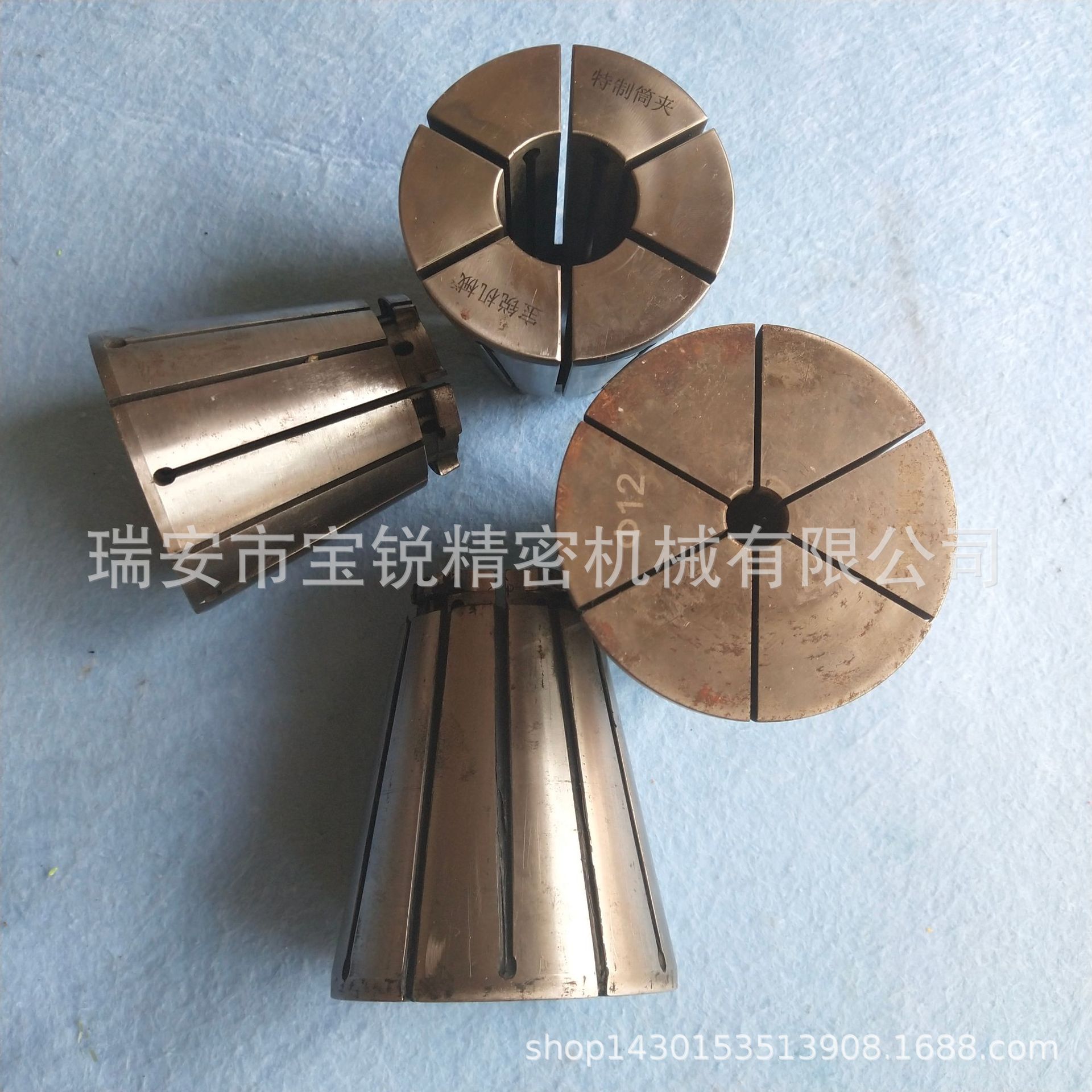
宝锐目前设计有一系列的单筒夹或双筒夹主轴夹座,可加工一侧或双端异形工件,能很好的匹配多种加工件。
目前,宝锐双向主轴夹座已经广泛的应用于多种零件的加工专用机,包含:航天航空、、脚踏车零件、汽车零件、机车零件、运动器材零件等。
*新功能:据以往市面上双向主轴夹座出现的各种问题,如转速低、夹紧工件抱死、精度随时间跳动越变越大、夹持范围受限等。面对市场的趋势,本厂成立双向主轴夹座项目组,由厂长带领设计团队,经过长达两年的时间,通过大量的设计调研,模型整改,测试等,现在能很好的解决掉这些问题。
高精度双筒夹主轴夹座,工件双短同时夹持加工
一次夹持,双端加工,减少机台设备成本
高刚性,夹持力强
夹座本体一体成型,抗变形能力强,不易随时间变化而产生精度变化。
ZX双筒夹主轴夹座(可根据工件定做特殊单筒夹/双筒夹双向夹座,具体参照工件。改装车床根据床身座高等进行设计)

型号 |
ZX-25 |
ZX-95 |
ZX-100 |
ZX-105 |
ZX-105B |
ZX-120 |
ZX-150 |
ZX-200 |
夹座总高(A) |
260 |
330 |
330 |
390 |
364 |
426 |
450 |
528 |
夹座中心高(B) |
150 |
180 |
180 |
210 |
190 |
230 |
240 |
280 |
夹座长(C) |
218 |
284 |
296 |
362 |
340 |
396 |
420 |
490 |
底座高(D) |
28 |
31 |
30 |
30 |
30 |
35 |
32 |
35 |
底座宽(E) |
100 |
120 |
120 |
140 |
120 |
140 |
140 |
180 |
安装孔位置(F) |
70 |
90 |
90 |
110 |
90 |
110 |
130 |
150 |
底座长(G) |
240 |
320 |
310 |
380 |
350 |
410 |
420 |
490 |
安装孔位置(H) |
210 |
290 |
280 |
350 |
320 |
380 |
390 |
460 |
安装孔(I) |
16 |
16 |
16 |
16 |
16 |
16 |
16 |
16 |
夹座总宽(K) |
根据工件匹配出合适位置生产制作。 |
|||||||
使用气压 |
2-6kg |
2-6kg |
2-6kg |
2-6kg |
2-6kg |
2-6kg |
2-6kg |
2-6kg |
皮带轮规格 |
64Tx8M
|
96Tx8M |
88Tx8M |
114Tx8M |
124Tx8M |
124Tx8M |
124Tx8M |
70Tx8M |
皮带轮宽度 |
28 |
28 |
28 |
28 |
28 |
35 |
35 |
35 |
皮带轮直径 |
212 |
212 |
212 |
212 |
212 |
300 |
320 |
320 |
筒夹装置 |
螺旋式 |
螺旋式 |
螺旋式 |
螺旋式 |
螺旋式 |
螺旋式 |
螺旋式 |
螺旋式 |
*备注 |
夹持宽度夹座总宽,具体按照工件尺寸,匹配出合适夹持宽度。 |
|||||||
双头车床
双头车床是在机械制造和装配工厂中的使用最为广泛的一种车床之一,与传统车床的区别在于可同时对工件两边进行产品车削加工。
按照类别又分为数控车床自动型与半自动手动型以及自动半自动结合型。
对于两端同轴度要求较高的较长棒料或管类零件,用普通车床或数控车床来加工难以保证其质量。为此,我们专门开发了数控管螺纹双头车床。由于是在数控管螺纹车床基础上改制,因此其加工最大轴径可达500mm,最大加工长度可依工件长度要求来设计。
产业化加工制造——要求机械产品精度与速度!减少停机时间才能达到效益最大化!传统数控车床单门单主轴在加工过程中,由于上下工件的等待时间限制效益的缺点越来越突出!双门双头车床应运而生,特别适合盘类及短轴(不需尾座顶尖)零件批量生产!
优点
双头车床
1、采用整体床身前倾四十五度斜向结构布置,刚性好、排屑方便、维修调整方便。
2、采用全封闭对开拉门结构,造型美观大方、线条流畅,外部视觉明了,操作部位适当。
3、滑鞍配置台湾进口高精度滚动导轨,重复定位精度高、快移速度可达24M(Z轴)。
4、机床采用液压夹紧工价,安全,稳定,可靠。
5、采用排刀形式,工件加工工时更短且精度稳定,可根据客户要求安装刀架。
6、机床采用台湾双通道、双程式控制系统,可同时加工两端不同尺寸形状结构的工序,并可根据客户需求,增加铣削、钻孔、攻丝等项目。
7、主传动系统配置变频驱动系统,也可根据客户需求配置伺服主驱动系统,实现无级调速。因主动力由弧齿带直传主轴,所以主轴无噪声,运转十分平稳。
8、可配选自动排屑机,供客户选定。
使用范围
产品两端同时车削加工
1.粗糙和准确的转弯外圆表面。
2.圆锥面。
3.端面。
4.刻槽。
5.可选刀塔,满足复杂零件的加工。可选刀塔,满足复杂零件的加工。


 |
|
 |
 |
 |
 |










