东莞吉川机械科技股份有限公司
#电子产品喷砂设备,电子元件喷砂设备广泛运用于通讯设备 水轮机、水轮发电机、太阳能和光伏发电产品 医疗器械 ,医疗试验室设备,增材制造装备,3D打印产品,计算机技术开发服务,微电子,电气机械及电子产品检测服务,制造、封装及测试;基于位置的信息系统技术服务;传感器的研发与生产;电子产品、机电产品、储能系统、卫星导航定位应用系统及软硬件产品的研发;敏感元件及传感器、电子仪器、电子产品零部件的销售;特种设备检验、检测;储能系统设计;特种设备、航空航天配套零部件、航空航天地面装备、航空航天非标设备、航天专用工艺装备的生产;金属表面处理及热处理加工;金属表面处理机械的制造;
齿轮轴指支承转动零件并与之一起回转以传递运动、扭矩或弯矩的机械零件。一般为金属圆杆状,各段可以有不同的直径。机器中作回转运动的零件就装在轴上。
齿轮轴主要表面的加工顺序,在很大程度上取决于定位基准的选择。轴类零件本身的结构特征和主轴各主要表面的位置精度要求都决定了以轴线为定位基准是最理想的。这样既保证基准统一,又使定位基准与设计基准重合。一般多以外圆为粗基准,以轴两端的项尖孔为精基准。具体选择时还要注意以下几点。
(1)当各加工表面间相互位置精度要求较高时,最好在一次装夹中完成各表面的加工。
(2)粗加工或不能用两端顶尖孔(如加工主轴锥孔)定位时,为提高工件加工时工艺系统的刚度,可只用外圆表面定位或用外圆表面和一端中心孔作为定位基准。在加工过程中,应交替使用轴的外圆和一端中心孔作为定位基准,以满足相互位置精度要求。
(3)如果轴是带通孔的零件,通孔钻出后将使原来的顶尖孔消失。为了仍能用顶尖孔定位,一般均采用带有顶尖孔的锥堵或锥套心轴。当轴孔的锥度较大(如铣床主轴)时,可用锥套心轴;当主轴锥孔的锥度较小(如CA6140型机床主轴)时,可采用锥堵。必须注意,使用的锥套心轴和锥堵应具备较高的精度并尽量减少其安装次数。锥堵和锥套心轴上的中心孔既是其本身制造的定位基准,又是主轴外圆的精加工基准,因此必须保证锥堵或锥套心轴上的锥面与中心孔有较高的同轴度。若为中小批生产,工件在锥堵上安装后一般中途不更换。若外圆和锥孔需反复多次互为基准进行加工,则在重装锥堵或轴套心轴时必须按外圆找正或重新修磨中心孔。
从以上分析来看,齿轮轴加工工艺过程中选择定位基准应考虑这样安排工艺过程:一开始就以外圆作为粗基准钻端面中心孔,为粗车准备定位基准;而粗车外圆则为后续加工准备定位基准:此后,为了给半精加工、精加工外圆准备定位基准,又先加工好前、后顶尖孔作定位基准;齿轮齿形加工也采用顶尖孔作为定位基准,这非常好地体现了基准统一原则,也充分体现了基准重合原则。

热处理工序的安排
在轴加工的整个工艺过程中,应安排足够的热处理工序,以保证齿轮轴力学性能及加工精度要求,并改善工件加工性能。
一般在轴毛坯锻造后首先安排正火处理,以消除锻造内应力,细化晶粒,改善机加工时的切削性能。
在粗加工后安排调质处理。在粗加工阶段,经过粗车、钻孔等工序,齿轮轴的大部分加工余量被切除。粗加工过程中切削力和发热都很大,在力和热的作用下,轴产生很大内应力,通过调质处理可消除内应力,代替时效处理,同时可以得到所要求的韧性。
半加工后,除重要表面外,其他表面均已达到设计尺寸。重要表面仅剩精加工余量,这时在齿部等安排局部淬火处理,使之达到设计的硬度要求,保证这些表面耐磨性。而后续的精加工工序可以消除淬火变形。
加工顺序的安排
机加工顺序的安排根据基面先行,先粗后精,先主后次的原则进行。对齿轮轴一般零件是准备好中心孔后,先加工外圆,再加工其他部分,并注意粗、精加工分开进行。在齿轮轴加工工艺中,以热处理为标志,调质处理前为粗加工,淬火处理前为半精加工,淬火后为精加工。这样把各阶段分开后,保证了主要表面的精加工最后进行,不致因其他表面加工时的应力影响主要表面精度。
在安排齿轮轴工序的次序时,还应注意以下几点。
(1)该轴的齿形粗加工应安排在齿轮轴各外圆完成半精加工之后,因为作为齿轮轴来讲,齿形加工是该零件加工中工作量比较大、加工难度也比较大的加工内容,其加工位置适当放后一些,可提高定位基准的定位高度,而齿形精加工应安排在该零件各外圆等表面全部加工好后进行,从而消除齿形局部淬火产生的热处理变形。
(2)外圆表面的加工顺序应先加工大直径外圆,然后加工小直径外圆,以免一开始就降低工件的刚度。
(3)齿轮轴上的键槽等次要表面的加工一般应安排在外圆精车或粗磨之后、精磨外圆前进行。如果在精车前就铣车键槽,一方面,在精车前,由于断续切削而产生振动,既影响加工质量又容易损坏刀具;另一方面,键槽的尺寸要求也难以保证。这些表面加工也不宜安排在主要表面精磨后进行,以免破坏主要表面精度。
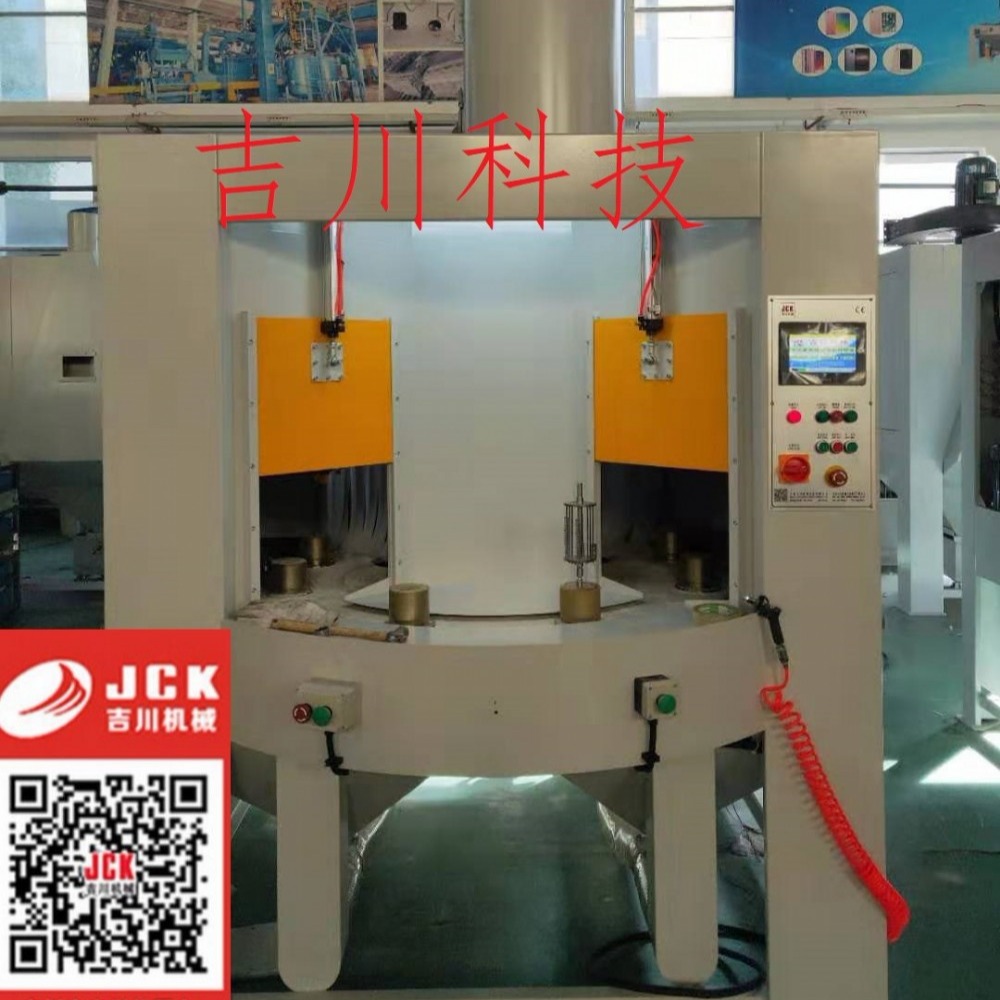
吉川转盘式自动喷砂机主要特点:
1.大转台间歇回转,小转台自转;
2.可根据工件的外形情况,调整每支喷枪的位置;
3.喷枪可摆动也可以固定喷砂,喷枪摆动速度及小转台自转均可变频调整;
4.除下列的产品外,另可根据客户需求量身定制各类自动化喷砂设备及喷砂生产线;
适用于盘类、圆柱类、方形工件的内外表面喷砂批量生产,如工艺品、玻璃灯罩、不粘锅、手电筒、烤盘、不锈钢洗手盆、通讯器材等工作。


.jpg")


参数指标:
喷枪数量:12支
喷嘴规格/材质:(6)*8*20*60碳化硼
旋风分离器型式/尺寸:侧旋风900*2000
除尘器尺寸:滤袋式64个 1300*1300*2500;滤芯脉冲式12个 1200*1560*2500
大转台回转电机功率:1.5KW
喷枪摆动电机功率:0.75KW
小转台自动电机功率:0.75KW
除尘风机功率:7.5KW
总功率:10.5KW不含空压机
压缩空气源:75-100HP流量:8-12立方米每分
电源配置:380V三相五线制
主机外形尺寸:2200*2300*2100
工位数:总工位8个,喷砂工位2个
适合*工件尺寸:350(D)*250(H)
工作方式:人工将工件装夹在小转盘治具上,由大转盘转动带动小转盘移动至喷砂加工位点,转盘被止动装置止动而停止转动,工件由小转盘带动旋转,喷枪分两组上下往复摆动对工件的表面进行喷砂加工,保证了工件喷砂均匀。加工完毕,止动气缸回缩,大转盘转动,工件由取放区拿出,同时下一加工程序循环而至,以形成连续工作状态。本机配置的抽风系统,可实现砂料与粉尘的有效分离,保证产品加工的高质高效,同时降低砂料的消耗;除尘箱能有效地清理室体散步的粉尘,防止外泄,使操作者能有一个良好的工作环境。


吉川机械—— 吉川喷砂机、样板工程遍布大江南北,广泛应用于国防航天科技,重型工业制造,汽车制造,能源工程,家电产业,工艺装饰,五金机械等众多领域。吉川科技——工业品美容专家,为您的产品升值提供专业技术支持。
生产厂家:东莞吉川机械科技股份有限公司
项目负责人:周杨力
电话:13918431334
邮箱地址:1538894748@qq.com
http://www.zjjichuan.com/