东莞市虎门东巨磨具经营部

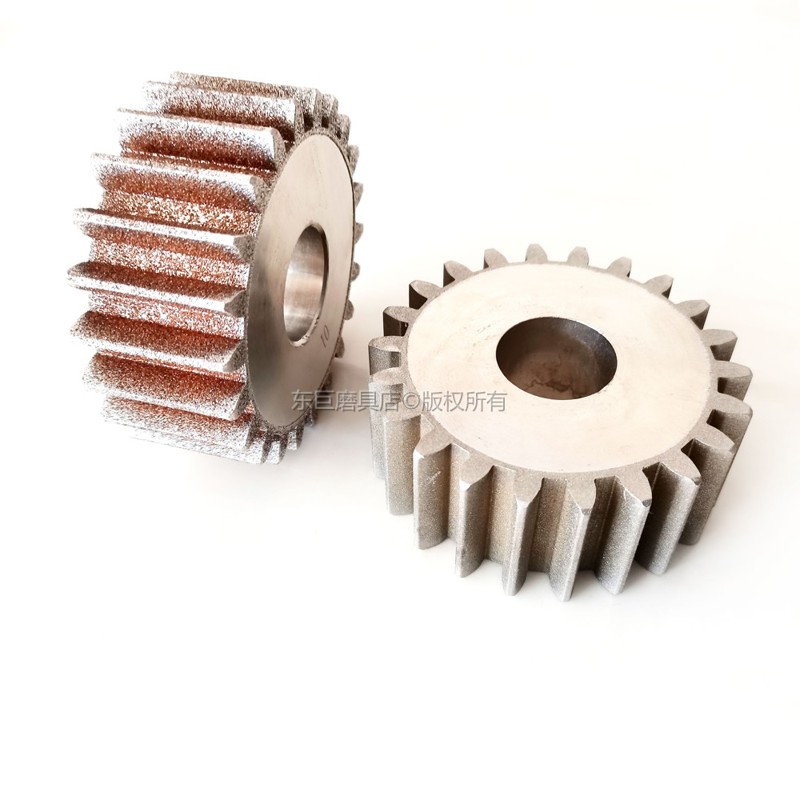
东莞东巨磨具店提供高精度圆柱齿轮电镀加工 镀CBN金刚砂 粗砂细砂均可


齿轮表面处理是为了改善材料的表面状态而进行的处理加工,齿轮镀砂也是其中一种处理方式。
齿轮是指轮缘上有齿轮连续啮合传递运动和动力的机械元件。齿轮在传动中的应用很早就出现了。19世纪末,展成切齿法的原理及利用此原理切齿的专用机床与刀具的相继出现,随着生产的发展,齿轮运转的平稳性受到重视,但齿轮一般都是由金属制成,齿轮在啮合过程中容易造成磨损导致使用寿命缩短,CBN氮化硼或金刚石微粉具有强度高、硬度高的特点,进而将CBN或金刚砂通过上砂镀在齿轮上,则能提高齿轮的使用效果。
立方氮化硼磨料(CBN)可以用磨粒镀金属的方法来提高其磨削效果。但是镀金属的立方氮化硼磨料对无冷却液的磨削不能用,因为磨料工作层中金属的存在促使磨削区中温度的提高和烧伤的形成。 CBN立方氮化硼涂层不仅可以提高齿轮的表面硬度,增强其耐磨性,而且可以增大齿轮表面摩擦系数,从而进一步增加咬合率。
目前,东莞东巨超硬磨具店都会通过埋砂法或者落砂法的方式对传动齿轮进行上砂,通过这种方式氮化硼或金刚石砂砾不会出现团聚的现象,上砂均匀,表面效果较好。非标齿轮电镀粒度范围从40目-800目,客户可自行提供基体交于我司电镀,交期一周左右,欢迎来图来样试镀。

东巨高精度电镀齿轮的优势:
1.专业的研发团队,从事电镀研究十余年;
2.完善的电镀工序,电镀前、电镀后对磨料和基体的处理;
3.严格的质量检验制度,制作过程实行互检,重要工序全面检验等;
4.科学的库房管理,保证电镀后的砂轮,不生锈、氧化;
5.先进的生产设备,建立了电镀科研室,主要设备如数控加工中心,三坐标等。