东莞市千泰塑胶原料有限公司
DGR6370-TPE DGR6370POM AH50T、POM LKEL32 、POM LF302、TPE TF5EFB、PA66 80G14AA、POP PL1850、EVA 11D888、PP 5620 、PPE RTP1787、 TPU 5-60/25、TPU GP65DEPP M4N01L303612、EAA 246A、PP FS4311
ASA(英文名称:AcrylonitrileStyreneacrylatecopolymer)工程塑料是酯类橡胶体与、苯的接枝共聚物。AcrylonitrileStyreneacrylatecopolymer成型收缩0.4-0.7%比重1.05克/立方厘米简介其结构如下比重:1.05克/立方厘米成型收率:0.4-0.7%成型温度:170-230℃干燥条件:80-90℃2小时ASA塑胶原料的详细说明ASA塑胶原[1]比重:1.05克/立方厘米成型收缩率:0.4-0.7%成型温度:170-230℃干燥条件:80-90℃2小时ASA塑胶原料的详细说明ASA塑胶原料的来源通常塑胶原料来自以石油或天然气为原料之石油化学品,是一种经过聚合反应而的高分子树脂。塑胶定义:以合成树脂为主要成份的高分子化合物。高分子:分子量﹥10000;中分子:1000≤分子量≤10000;低分子:分子量<1000;塑胶的三种形态:玻璃态;高弹态;粘流态;而不是固态、液态和气态,它根本就不可能有液态和气态(还没到那个温度就分解了);
DGR6370-TPE DGR6370ASA MAX25、PA6 1030B、PC SE-9001、PP 531、PC OQ3420、TPE TF1SNT、PP 7694E2、PC/ABS EMI2581FR、TPEE BT-1033D、 TPU 58201、PPE GF2PC/ABS BlendX2000、PA66 A3EG7、PP AZ585、EVA VA920、PP H28U-00
PA6塑胶原料注塑工艺条件熔料温度?240-250℃料筒恒温?220℃PA6模具温度?60-100℃干燥处理?由于PA6很容易吸收水分?因此加工前的干燥特别要注意?如果材料是用防水材料包装供应的?则容器应保持密闭。如果湿度大于0.2%?建议在80℃以上的热空气中干燥16小时。如果材料已经在空气中超过8小时?建议进行温度为105℃?8小时以上的真空烘干。融化温度?230-280℃?对于增强品种为250-280℃。模具温度?80-90℃。模具温度很显著地影响结晶度?而结晶度又影响着塑件的机械特性。对于结构部件来说结晶度很重要?因此建议模具温度为80-90℃。对于薄壁的、流程较长的塑件也建议施用较高的模具温度。增大模具温度可以塑件的强度和刚度?但却了韧性。如果壁厚大于3mm?建议使用20-40℃的低温模具。对于玻璃纤维增强材料模具温度应大于80℃。
DGR6370-TPE DGR6370PP P2613GN、POE 8402 、PP HP500、PBT CrN7015、PP PHP601N、TPU 2103-85AE、PP EKC133N、TPV 8291-40B100、LCP ZE16401、 PC 600-3、TPE 40A-3S2016PC HP4、PP HGZ-200、TPU S64D、PC/ABS VB-1108RS、PA66 1403
特性:空气中zuida允许工作温度非常高(可在240工作,短时可达260),在高温保持高机械强度、刚度和硬度,优越的耐腐蚀及耐水解性能(目前尚未发现可在200以下溶解聚苯的溶剂,对无机酸、碱和盐类的抵抗性极强),的耐磨和性,非常好的尺寸性,的抗高能量辐射,良好的抗紫外线性能,自身具有阻燃性,优良的电绝缘性。
DGR6370-TPE DGR6370TPE EM400-BP、PP P527K、TPU 2103-80AEF、PC 24SRFD、TPU S98AN、POM N2310P、PET KP133G30BL、TPEE E4482、AES U400、 PP BJ100、PP EP341RTPEE YF005、PA66 N66250HSPC ZLL19CU、TPU C90A13、EVA 1711
PPSU聚砜已通过美国、食品领域的有关规范,可代替不锈钢制品。由于聚砜耐蒸气、耐水解、、耐高温蒸气、高、尺寸性好等特点,可用作手术工具盘、喷雾器、流体控制器、心脏阀、起博器、、牙托等。成型性能1.无定形料,吸湿大,吸水率0.2%-0.4%,使用前须充分干燥,并防止再吸湿。保证含水量在0.1%以下。成型性能与PC相似,热性差,360度时开始出现分解。流动性差,冷却快,宜用高温高压成型。模具应有足够的强度和刚度,设冷料井,流道应短,浇口尺寸取塑件壁厚的1/2-1/3为减小注塑制品产生内应力,模具温度应控制在100-140度。成型后可采取退火处理甘油浴退火处理,160度,1-5分钟;或采取空气浴160度,1-4小时。退火时间取决于制品的大小和壁厚。
DGR6370-TPE DGR6370TPU ALRE50D、PP 3824WZ、PBT 3316、PA6 A1022GFL15、PA12 LX9013、PPE WCA871A、PA12 6333、PP S2025、PP U340S、
PA66 RV007SX9、PPS A310MX04PA66 A218V30、POE 153VW、EAA 41E687、PP GP3300、PPS FZ-3360、PA6 PFB139E

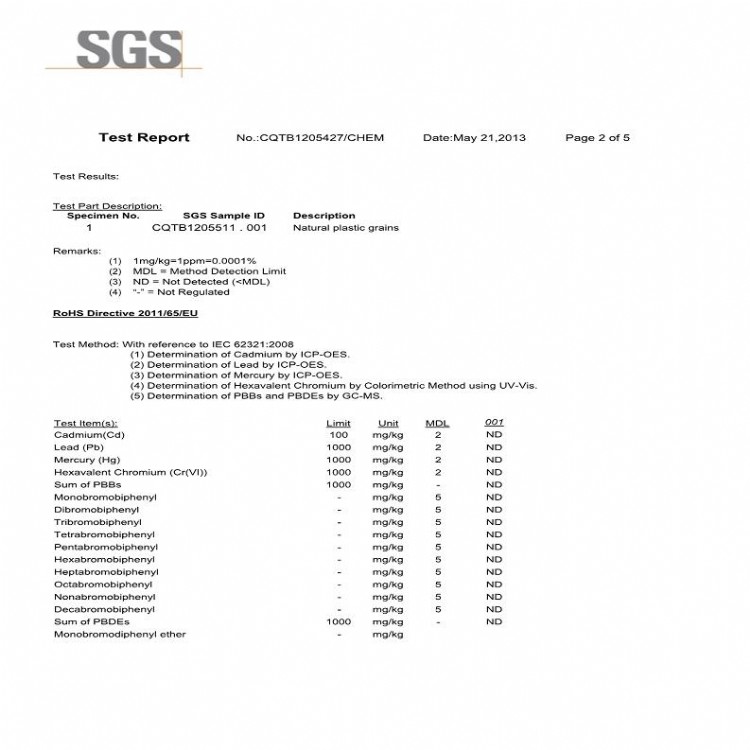
千泰塑胶原料有限公司位于广东东莞市樟木头塑胶中心城。地理位置非常优越,交通十分便利。 公司主要经营各种原料,资金雄厚,品种齐全。是一家秉承“诚信经营,保证”的实业型公司。 运用高新技探测和分析塑胶原料的市场规则,建立完整的市场供应,为你提供佳服务和优质平 价的产品!欢迎来电:158-1846-5693(周生)同步微信 技术QQ:270-199-030可提供SGS,COA, 物性表等等原厂报告,期待你的来电!