东莞市千泰塑胶原料有限公司
299AX92682J-PA6 299AX92682JPP J-370、PC/ABS 2599X87260B、TPU S60DN、EVA N8045、TPEE UE3620、PA66 A205F、PC EXTC8143、PC DX99340H、TPU ALRCL87A-V、 PC A1900、EVA UE653-04PC 2667、PPS BR-4-230BL、PC/ABS HAC-8240
Makrolon114CBayerMaterialScienceAG
299AX92682J-PA6 299AX92682JPA9T N1002A-M41、PA66 MT409AHS、TPV 3150、PP MFP14ZA3、PP F20S、PP HP748H、PP 2636、EVA 1205、EMAA 9520、 TPU L1160D、PP KB4436PMMA LG703、PC GSH2010SR9920A、PPS 9401-1、PPS 0237A、MPR 4660NC
Makrolon2658PCBayerMaterialScienceAG
299AX92682J-PA6 299AX92682JPP 518A、PP EP332C、PP 8502、PC/ABS PCA-2008、PPS FM-TK215、PA66 FR10、PC/ABS 315、PP EP341K、PPO PPX640、 TPE 2610、TPEE 7247PBT KP213G15HI 、PP 7033E3、PC/ABS M303FR 、PP TE5108H、PA66 CM3511G60
Makrolon2808PCBayerMaterialScienceAG
299AX92682J-PA6 299AX92682JEVA D2021F、PP EP300D、PC IRE1900、PC KFN-30T12、POM KFI12 、PP BA45H、PP R930Y、EVA D2044、PA6 F150-CZ、 PP PEP548R、PC DE0021ELCP E6007LHF 、TPU S60APPA610 RS 30G30L 、PPE GF3、PPO PX0888
PC注塑工艺塑料的处理PC塑胶原料的吸水率较大,加工前一定要预热干燥,纯PC干燥120℃,改性PC一般用110℃温度干燥4小时以上。干燥时间不能超过10小时。一般可用对空挤出法判断干燥是否足够。再生料的使用比例可达20%。在某些情况下,可100%的使用再生料,实际份量要视制品的品质要求而定。再生料不能同时混合不同的色母粒,否则会严重损坏成品的性质。注塑机选用PC塑料制品由于成本及其它方面的原因,多用改性材料,特别是电工产品,还须防火性能,在阻燃的PC和其它塑料合金产品成型时,对注塑机塑化的要求是混合好、耐腐蚀,常规的塑化螺杆难以做到,在选购时,一定要预先说明。模具及浇口设计常见模具温度为80-100℃,加玻纤为100-130℃,小型制品可用针形浇口,浇口深度应有zui厚部位的70%,其它浇口有环形及长方形。浇口越大越好,以减低塑料被剪切而造成缺陷。排气孔的深度应小于0.03-0.06mm,流道尽量短而圆,脱模斜度一般为30′-1左右。
299AX92682J-PA6 299AX92682JASA XTWE270M、PBT BF4235 、PP 18751 、TPEE 3190、TPEE FC51、PA11 BMF、PC/ABS TN-7500MC、PA66 TSGZ-50、PC/ABS 7770 、
PP 400-CA25、TPU 58237PC K-30、PP H44N-00、PC/ABS CM6240、PBT KP213G30BK 、EVA F120N、TPU 1185AF001
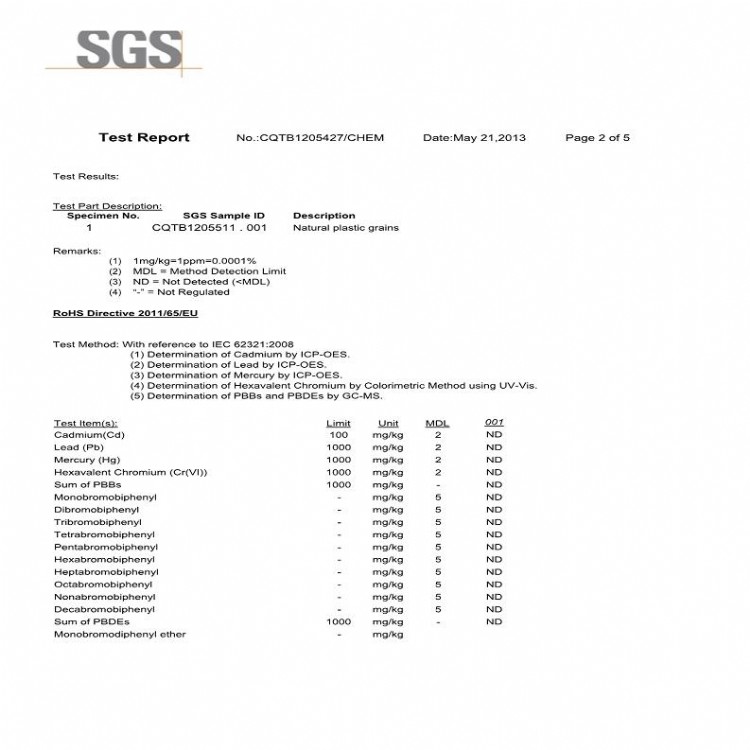
千泰塑胶原料有限公司位于广东东莞市樟木头塑胶中心城。地理位置非常优越,交通十分便利。 公司主要经营各种原料,资金雄厚,品种齐全。是一家秉承“诚信经营,保证”的实业型公司。 运用高新技探测和分析塑胶原料的市场规则,建立完整的市场供应,为你提供佳服务和优质平 价的产品!欢迎来电:158-1846-5693(周生)同步微信 技术QQ:270-199-030可提供SGS,COA, 物性表等等原厂报告,期待你的来电!