东莞市千泰塑胶原料有限公司
255-PA6 255PC G-3110M、PC 8330、PBT HI-1002F、PA66 A0050FB、PA6 KNR1031、TPU UH-60A10、PC/ABS 3813BW、PP 6202FL、PA66 RC-1006、 POM PM1109、PA66 TA505 TPE HS-170AB、ABS PA-765A、PA66 93G33 X01
PA11PA1010共混在不同的配比下制备PA11与PA1010的共混物,研究共混物的熔融温度、力学性能、流变性能和微观形态结构。结果表明,共混物的为90∶10时发生酰胺基交换反应呈单一的熔融温度;冲击性能在比为90∶10和70∶30时出现极大值,当比为90∶10时,PA11/PA1010共混物的粘度突增(约比纯PA1130%);而比为70∶30时共混物的粘度约为纯PA11的20%,且共混物的流变性能。结合加工和冲击性能考虑,选取PA11与PA1010的比为70∶30共混物的力学性能优于纯PA11,且成本明显低于纯PA11。
255-PA6 255PC 8310-10、PC 2061-6、EVA 3101、PP PF-02、TPV 7010-73NT、PPO GFN2-780、PP BJ368MO、TPEE P155D 、PMMA BM-801、 PP Y101、PC ML-6500ZALPMMA 80NB、PC GN1006FT、POM MT8F02、PBT SEF-530、PC HCA8190
EEA
255-PA6 255PPS OEL32 、TPE TC6HAA、PP B310F、PC/ABS GN5001RF-NP、PCTA Z6008、PP -598、PA66 RFL36、EVA PA-420、PP MF-1006 HS 、 PC G-3130M、PPS A360MBTPU 115、PP N12N-00、PA6 N-33FG-1626、PA6 PB847I4、PP SG930MO
LLDPE薄膜,例如面包袋,一直由LDPE位,因为它有更好的浊度。然而,LLDPE与LDPE的共混物将改进强度。应用领域然而,LLDPE与LDPE的共混物将改进强度、抗穿透性和LDPE薄膜的刚度,而不显著影响薄膜的度。注塑和滚塑是LLDPExxx的两个模塑应用。这种树脂优越的韧性和低温、冲击强度理论上适于箱、玩具和冷藏。另外,LLDPE的高抗应力开裂性使其适用于注塑与油类食品的模塑盖子,滚塑废料容器、燃料箱和化学品槽罐。在管材和电线电缆涂敷层中应用的市场较小,在这里LLDPE提供的高破裂强度和抗应力开裂性可要求。LLDPE的65%-70%用于制作薄膜。性能热封性LLDPE薄膜热封性良好,只要达到zui低的起封温度就具有良好的热封强度,封口抗污染能力强。熔融性能熔融性能决定于相对、相对分布、长支链等因素。同样熔体流动速率胡LLDPE及LDPE与剪切速率的关系:LLDPE胡行为与相对分布窄的HDPE相似,比LDPE的熔融粘度高,所以挤出成型时挤出的载荷增大,量也增大。LLDPE的熔融张力比LDPE低,且熔融应力的时间短。可以观察到从T型机头挤出的融膜缩颈大,中空成型时型坯的垂伸度大。由于熔融应力时间短,注射成型品内残留应力小,因此收缩率小,翘曲也小。
255-PA6 255PC GSH2010PH、PPS FZ-3003、EVA VE810、PC 303-22、TPV TM-80B、PP AZ564、TPU 1195A10、PA66 RFL369、PP 5143N、 POM K3000、PBT 7400FPC 3413R-739、PP AS164 PA66 N3-33FG-1626、PA6 B3WG7、POM C0313XAP
PA6干燥处理干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意,如果材料是用防水材料包装供应的,则容器应保持密闭。如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。如果材料已经在空气中超过8小时,建议进行温度为105℃,8小时以上的真空烘干。融化温度:230-280℃,对于增强品种为250-280℃。模具温度:80-90℃。模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。对于结构部件来说结晶度很重要,因此建议模具温度为80-90℃。对于薄壁的、流程较长的塑件也建议施用较高的模具温度。增大模具温度可以塑件的强度和刚度,但却了韧性。如果壁厚大于3mm,建议使用20-40℃的低温模具。对于玻璃纤维增强材料模具温度应大于80℃。注射压力:一般在750-1250bar之间(取决于材料和产品设计)注射速度:高速(对增强材料要稍微)流道和浇口:对于PA6的凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于0.5*T(这里T为塑件的厚度)。如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助材料过早凝固。如果用潜入式浇口,浇口的zui小直径应当是0.75mm。
255-PA6 255PA6 LW4409A、PA66 FG170、PC AR205、PA66 A3ZG6、PC 940A、ABS HDF5158A 94-VO、PBT S620F20 、PC DF008ERH、PMMA FT15NTA、
LCP 9500-YW、LCP E471iPC 2405、PBT KP2122G30V0、PC/PBT CL300、TPE 8203、PC 945、PP NRD6-589

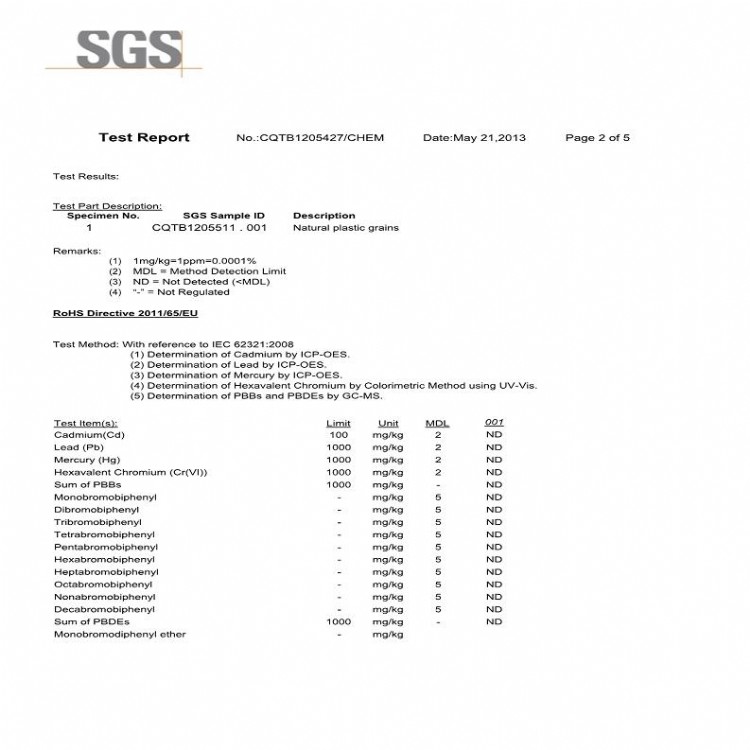
千泰塑胶原料有限公司位于广东东莞市樟木头塑胶中心城。地理位置非常优越,交通十分便利。 公司主要经营各种原料,资金雄厚,品种齐全。是一家秉承“诚信经营,保证”的实业型公司。 运用高新技探测和分析塑胶原料的市场规则,建立完整的市场供应,为你提供佳服务和优质平 价的产品!欢迎来电:158-1846-5693(周生)同步微信 技术QQ:270-199-030可提供SGS,COA, 物性表等等原厂报告,期待你的来电!