山东晟昌和塑胶有限公司
MPP电力管材施工安装规范
一、焊接施工规范
焊接前的准备
1、检查焊机的电源,液压油,加热板等是否满足焊接要求。
2、对铣刀和油泵开关等进行空车试运行。
3、将与管材规格一致的卡瓦装入机架。
4、设定加热板温度至焊接温度,一般的焊接温度在225°C,气温较低时,可适当提高5-10°C。在加热前,应用干净的软纸或布蘸酒精擦拭加热板表面,清洁其油污,杂物等,但应注意不要划伤PTFE(聚四氟)防粘层。

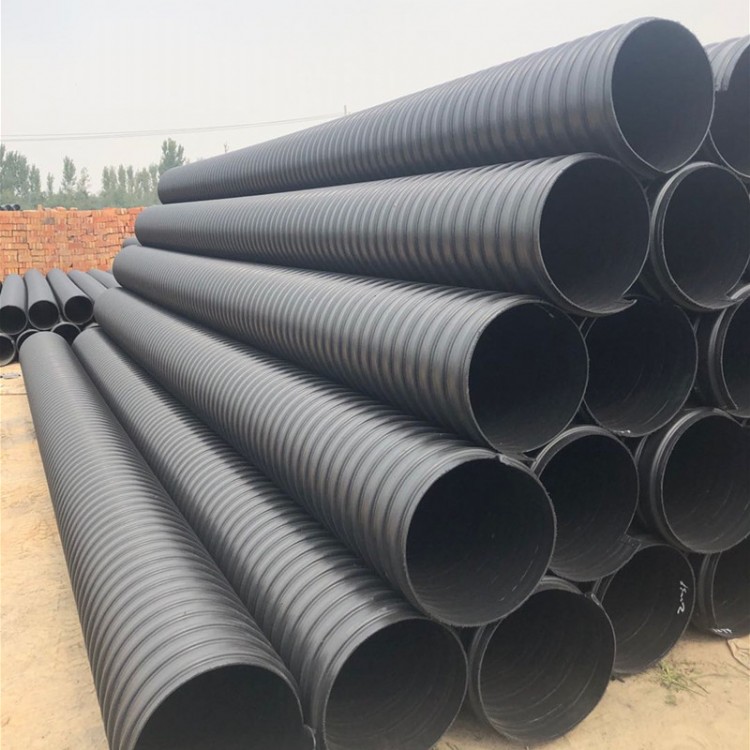
焦作 mpp电力管现货mpp电力管

管材焊接
1、清除管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。
2、取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。
3、测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。
4、当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且卷边达到规定高度。
5、将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。
6、吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短,不能超过规定值。且合拢时的压力不能过大,否则会将熔融物料挤出,造成焊接质量下降。在首次焊接时,当对接完成后,应立即将其外层翻边去掉观察两对接端面之间熔融物料的多少。应保证两端面间有足够的熔融物料。如熔融物料过多,则适当增加合拢压力。反之,则适当减小合拢压力。知道确定压力为止。以确保焊接质量。
7、将压力上升至规定值,保压冷却5分钟。自然冷却到常温后,卸压,松开卡瓦,取出管材,焊接完成。

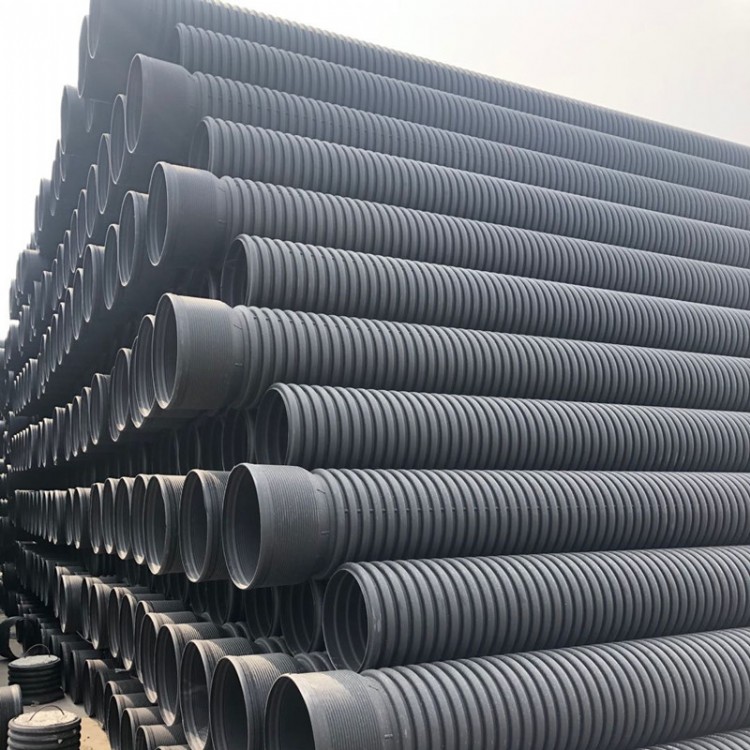
焦作 mpp电力管现货mpp电力管
MPP顶管|MPP牵引管)焊接注意事项
1、焊接面管材错边不超过管材壁厚的10%。
2、气温低时,应适当提高加热温度和延长吸热时间。
3、加热压力应分阶段控制,加热时压力稍大,吸热时压力较小。
4、当环境温度低于-5°C或大风天气时,应有保温和防范措施。否则将严重影响焊接质量。
5、下雨天气不能进行管材焊接。
6、焊缝冷却时应自然冷却,采用强制冷却时,将影响管材焊接质量。
7、加热板表面及管端应经常用酒精清洁,确保加热板表面无油污和水,及杂质。加热板表面防粘层应不损伤,进行焊接前,应用干净的绵纱或抹布擦拭管材端面的水,杂质和泥土。应保持焊接管材端面清洁。
8、当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽完全蒸发为止,然后进行管材加热。
9、清洁管材端面时,应有人监督,以防管材合拢夹伤手。
10、操作人员应培训上岗。
11、管材壁厚低于6mm时,一般不采用热熔对接。否则难以保证管材焊接质量。
焦作 mpp电力管现货mpp电力管