沧州瑞屹管道设备有限公司
16MN弯头是用于管道转弯处的一种管件。在管道系统所使用的全部管件中,所占比例 大,约为80%。通常,对不同材料或壁厚的弯头选择不同的成形工艺。制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。
16MN无缝弯头成形工艺是采用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。 热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
16MN焊接弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。弯头的制作工艺要求控制曲率半径。比如半径长度为1.5D,那么曲率半径必须在所要求的公差范围之内。由于这些管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定,几何尺寸上比管件多了很多项。弯头表面质量和机械性能基本和管子是一样的。为了焊接方便,和被连接的管子的钢的材质是要相同的。
在进行计算的过程之中,通常的核算壁厚的过程之中,通常的管道设备的过程之中,通常的对接口推力和推力的是否及格的,当然,管道对接是否配置正确。在进行管道的计算冲压弯头的处应当应力加强系数和柔性的系数,当然,从头核算核对时辰,计算冲压弯头处应力加强系数的管道壁厚,在此经过弯头的分量进行折算壁厚,行将冲压弯头沿着中心线进行张开的直管,保证张开的直管分量和冲压弯头的分量一概,得到冲压弯头的为冲压弯头的分量的折算壁厚。在进行计算的过程之中,通常的核算壁厚的过程之中,通常的管道设备的过程之中,通常的对接口推力和推力的是否及格的,当然,管道对接是否配置正确。在进行管道的计算冲压弯头的处应当应力加强系数和柔性的系数,当然,从头核算核对时辰,计算冲压弯头处应力加强系数的管道壁厚,在此经过弯头的分量进行折算壁厚,行将冲压弯头沿着中心线进行张开的直管,保证张开的直管分量和冲压弯头的分量一概,得到冲压弯头的为冲压弯头的分量的折算壁厚。
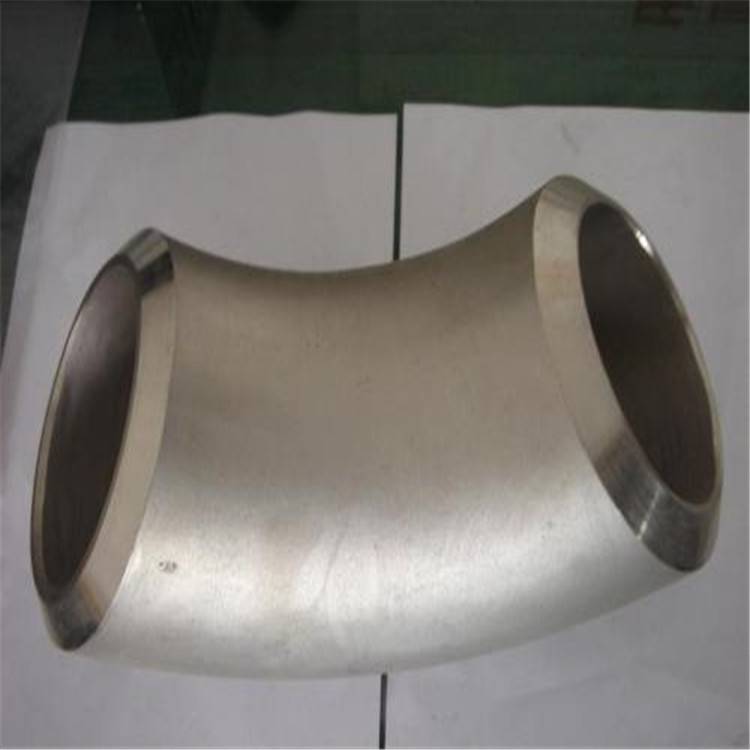
16MN弯头是一种使用钢制热压成型或通过锻造技术成型的弯头,连接方法是通过弯头与钢管对焊,利用电阻热将两工件沿整个端面同时焊接起来的,通常生产对焊弯头的方法有电阻对焊和闪光对焊2种方法,生产率很高、很容易实现自动化,所以已经获得了广泛应用。对焊弯头根据生产的材料的不同分为碳钢、合金钢和不锈钢对焊弯头;根据角度的不同一般分为45度对焊弯头,90度对焊弯头,180度对焊弯头等。
轧制无缝弯头管件的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为一米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种管件。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成管件。
对焊弯头的主要制造标准一般是GB/T13401-2005、GB/T12459-2005、ASME B16.9、SH3409、HG/T21635、HG/T21631、SY/T0510、GB/T10752-1995。