沧州瑞屹管道设备有限公司
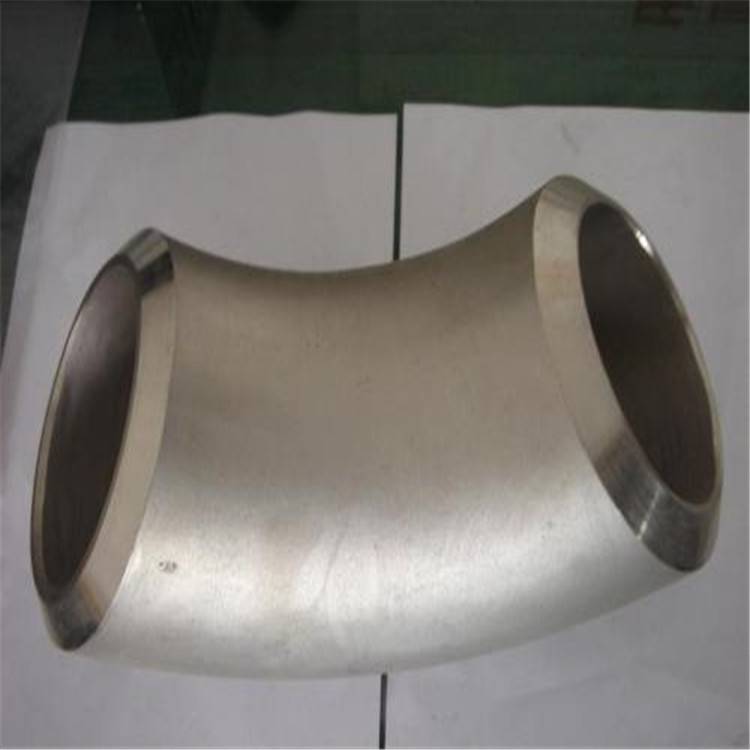
90°无缝弯头A672B70CL32弯头A672B70CL32无缝热压弯头耐高温性能好,冲压弯头属于弯头的一种,其制作有一定的工艺流程,冲压弯头的成型工艺过程是复杂的,需要根据不同的材质和用途进行焊接,在一定的压力下进行逐渐成形。A672B70CL32弯头冲压弯头的成型需要按照一定的工序进行,严格遵守相应的流程过程,否则生产出的冲压弯头就会产生质量问题。弯头的基本技术进程是:首要焊接一个横截面为多边形的多棱环壳或两端关闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压效果下横截面由多边形逐渐成为圆, 终成为一个圆形环壳,根据需要,一个圆形环壳能够切割成4个90°弯头或6个60°弯头或其它标准的弯头,该技术适用于制作弯头中径与弯头内径比大于1.5的任何标准大型弯头,是当前制作大型碳钢弯头的抱负方法。根据需要,一个圆形环壳可以切割成4个90度弯头或6个60度弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型推制弯头,要求控制曲率半径。A672B70CL32短半径弯头指它的曲率半径等于管子外径,即R=D.式中的D为弯头直径,R为曲率半径.若按压力等级来分,大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、Sch100、Sch120、Sch140、Sch160、XXS,其中 常用的是STD和XS两种.冲压弯头的成型工艺。冲压弯头的成型工艺过程是复杂的,需要根据不同的材质和用途进行焊接,在一定的压力下进行逐渐成形。冲压弯头的成型需要按照一定的工序进行,严格遵守相应的流程过程,否则生产出的冲压弯头就会产生质量问题。根据需要,一个圆形环壳可以切割成4个90 °弯头或6个60 °弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5D的任何规格大型推制弯头,是制造大型推制弯头的理想方法。推制弯头就是推制成型的弯头,现在弯头推制成型时 主要的一种弯头成型生产制作工艺,首先是因为推制成型的弯头也就是推制弯头生产制作速度快,然后就是推制弯头生产制作时可以成批量生产制作,在就是推制弯头的质量好,推制弯头这种成型工艺是现在弯头 主要的成型生产制作工艺
A672B70CL32弯头的角度分,有45o弯头,有90o弯头和180o弯头.这样一来弯头的种类是很多的,定货时定单常采取如下表示方法:如"LRSTD90o8",表示长半径,压力等级为STD,90o的8"弯头;又如,"SRXS45o4"表示短半径,压力等级为XS,45o的4"弯头比如半径长度为1.5D,那么曲率半径必须在所要求的公差范围之内。由于这些管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定,几何尺寸上比管件多了很多项。弯头表面质量和机械性能基本和管子是一样的。为了焊接方便,和被连接的管子的钢的材质是要相同的。冲压弯头的成型需要按照一定的工序进行,严格遵守相应的流程过程,否则生产出的冲压弯头就会产生质量问题。根据需要,一个圆形环壳可以切割成4个90 °弯头或6个60 °弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5D的任何规格大型推制弯头,是制造大型推制弯头的理想方法。