沧州瑞屹管道设备有限公司
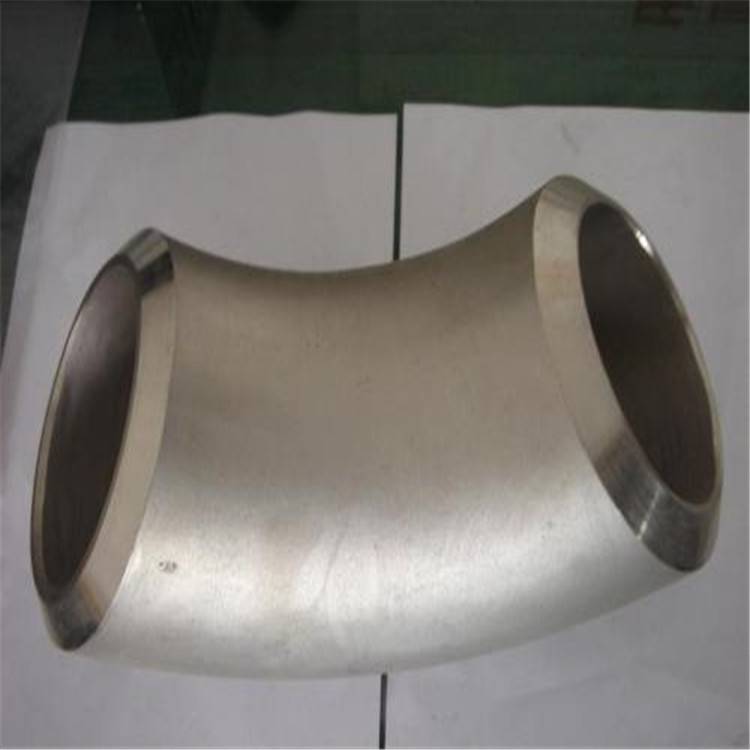
A672B70CL32弯头A672B70CL32无缝热压弯头,碳钢弯头分类:碳钢弯头按照生产工艺可分为:焊接弯头、冲压弯头、铸造弯头等。选用以上参数进行主动焊接实验,实验焊接中发现主动焊缝易出现缺陷有层间未熔合、侧壁未熔合、密布气孔、仰焊部位余高超标等。多数管件商品规范中关于无损检测的需求进行了规则,但需求不尽一致。国标碳钢弯头石油、天然气、化工、水电、建筑和锅炉等行业的管路系统。榫槽密封面,适用于易燃、易爆、有毒介质及压力较高的场合。垫片是一种能产生塑性变形、并具有一定强度的材料制成的圆环。
碳钢A672B70CL32弯头(HG20600、GB/T9121、JB/T83)制作较为简单,主要适用于具有腐蚀介质的管道系统;弯头和平焊环可采用不同的材料,降低弯头成本,提高使用性能。弯头密封面有突面、凹凸面、榫槽面.A672B70CL32弯头的主要加工方法有:半连续轧机:包括1机架炉卷轧机及5机架精轧机.在半连续轧机上,管件在精轧道次所经历的热轧从管件的一端到另一端实质上是恒定的.在精轧机上道次间的时间通常少于3s.管件工艺特点是连铸薄板坯存在中心偏析,消除连铸薄板坯中心偏析是进一步提高不锈钢冲压弯头管件质量的关键技术问题.
焊接弯头是钢制热压成型或者锻打成型的弯头,它的连接形式就是直接将弯头与钢管对焊,焊接弯头的主要制造标准一般是GB12459、GB/T13401、ASME B16.9、SH3408、SH3409、HG/T21635、HG/T21631、SY/T05010。
A672B70CL32弯头不会发生侵蚀、点蚀、锈蚀或磨损。不锈钢仍然建筑用金属原料中强度高的原料之一。由于不锈钢拥有优良的耐侵蚀性,所以它能使结构部件永恒地维持工程设计的完好性。轧制无缝弯头管件的原料是圆管坯,圆管胚要始末切割机的切割加工生长度约为一米的坯料,并经传送带送到熔炉内加热.钢坯被送入熔炉内加热,温度大抵为1200摄氏度.炉内温度管制是主要性的问题.圆管坯出炉后要始末压力穿孔机进行穿空.,以大于临界冷却速度急速冷却的方法制作而成的弯头。长半径对焊弯头的曲率半径等于1.5倍的管子外径,即R=1.5D。短半径对焊弯头的曲率半径等于管子外径,即R=1D。式中的D为对焊弯头直径,R为曲率半径。 如没有特殊的说明,一般选用的是1.5D的弯头,现在弯头推制成型时 主要的一种弯头成型生产制作工艺,因为推制成型的弯头也就是推制弯头生产制作速度快,然后就是推制弯头生产制作时可以成批量生产制作,在就是推制弯头的质量好,推制弯头这种成型工艺是现在弯头 主要的成型生产制作工艺。