济南予丹自动化工程有限公司
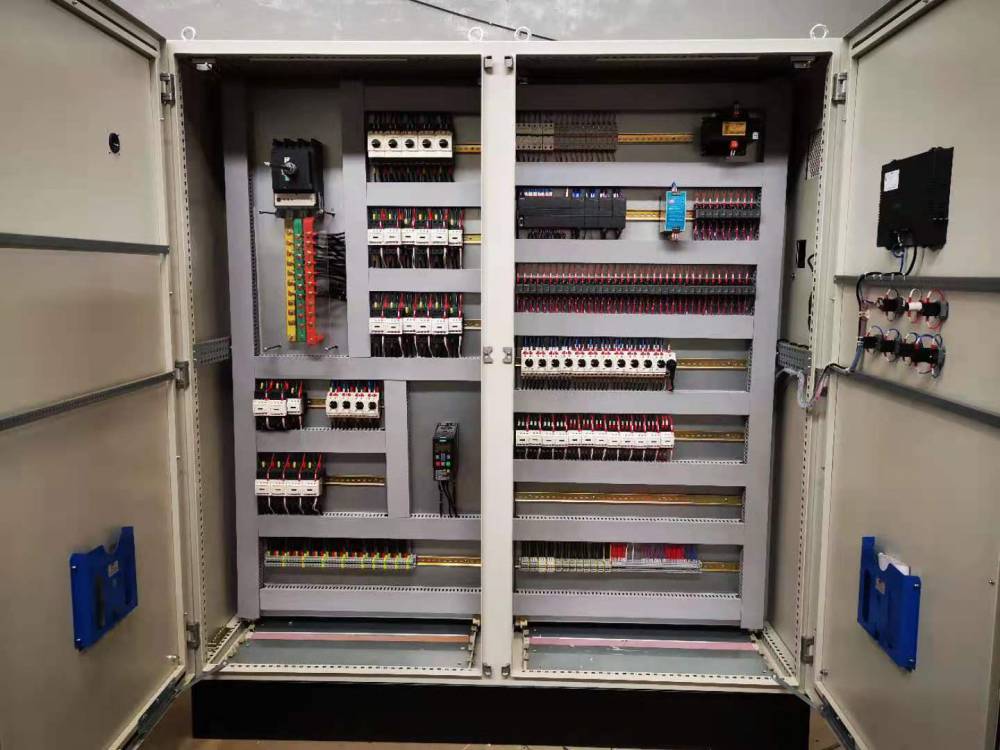
电气柜安装标准:
1,首先就是要保证导线的截面能够承载正常的工作电流, 同于柜内元件的损耗发热, 使得温度要比柜外高的特点留足余量。 对于控制电路的导线连接也要考虑其在特殊条件下对抗拉强度的要求。
2,控制柜的柜门上都有按钮等元件,就使得柜门上备用线的放置就极其必要。 因为在现场针对实际工况而修改和增加电路是有极大可能性的, 而柜门上的线束通常是使用缠绕管保护, 就使得在现场对柜门上元件增加导线的情况就显得特别的麻烦。 所以备用线的颜色也是非常显眼的黄色, 这样对柜内修改增加过的回路 也会一目了然。
3,控制线路的接线线端处理必须使用专用铜接头和与其匹配的标准压接工具。 在厂家中发现其控制线路线端的处理竟然使用斜口钳的刃部进行剪切式压接或 使用其他钳具的受力平面进行平面挤压式压接。 但使用这些方法的问题就是:每个线端接头的压接质量都会随着接线人员本身的握力, 接线人员手腕的疲劳程度而起很大的变化。握力过大会使铜接头和铜线一起被剪断。如果握力小一些, 就只能保证铜接头暂时不和铜线分家, 可是在一般的检查时这些问题根本不会被发现, 就会给本身就很复杂的现场维修带来更多的“试题”。 自然的也就谈不上对产品质量的保证。
喷涂线控制系统:


视觉检测系统:




网络通讯及功能:
1)设备联网服务器向用户工厂服务器发出取出VIN 码请求,用户工厂服务器传输给设备联网服务器VIN 码信息,加注数据管理系统根据此信息识别出加注车型的必要信息并传输给加注设备。
2)当设备联网服务器无法与工厂服务器网络通信时,立即向操作者发出报警信息(声音提示,同时显示网络连接故障)。
3)当设备联网服务器无法与加注设备通信时,立即向操作者发出报警信息(声音提示,同时显示网络连接故障)。在这种情况下,工控机可以保存加注记录,在一定情况下,设备可以继续工作。当网络恢复正常后,工控机需要将断网后加注的车辆加过上传至生产网中。
4)设备联网服务器实时接收各设备计算机或PLC 发送的测试数据,进行数据处理、查询、报表。
5)设备联网服务器能与工厂MES 系统连接,方便数据的查找调用。软件包含的功能还有:屏幕概览(设备、过程、状态和报警信息)、诊断管理和故障信息数据库、设备参数的编辑、结果数据存储管理。
辊压线控制系统:

低压元器件一般采用施耐德品牌,保证系统的运行质量,PLC一般客户制定,在没有指定的情况下,一般会选择三菱或者西门子。
电气控制柜要求:
1)电磁阀,继电器,电气元件,按钮开关,单独信号灯,采用24VDC电压;
2)24VDC电源装机容量至少留有20%的总容量;
3)对于有额外或特殊要求的场合采用220V交流电压;
4)对伺服控制单元需采用隔离电源,对PC控制部分需采用UPS备用电源
5)所有的电缆的金属接触线处,都应被封紧。并且保证电缆的接口处为下方。不用的密封管应塞紧,金属管为预留线准备。保护导电轨与防护围栏底部利用电线连接作接地保护,所有线末端必须增加冷轧端子。接线端子每个插孔只能插一条电线。所有动力端子即使可以切断主开关,也应该标记有禁止接触的标记(黄色)。
6)每个配电柜内都应该有插座和LED照明灯,灯亮度是20或者40W,当门开启时,灯光自动亮起,其控制电源应和安全装置有关,且在主开关之前。
7)电箱应保持最小20%的备用空间
8)总开关必须安装在电箱外部,可在不开电柜门的情况下操作。