
东莞市滔滔塑胶原料有限公司
仅提供浅色的PC耐冲料 抗紫外线的PC原料 2407 MAS056
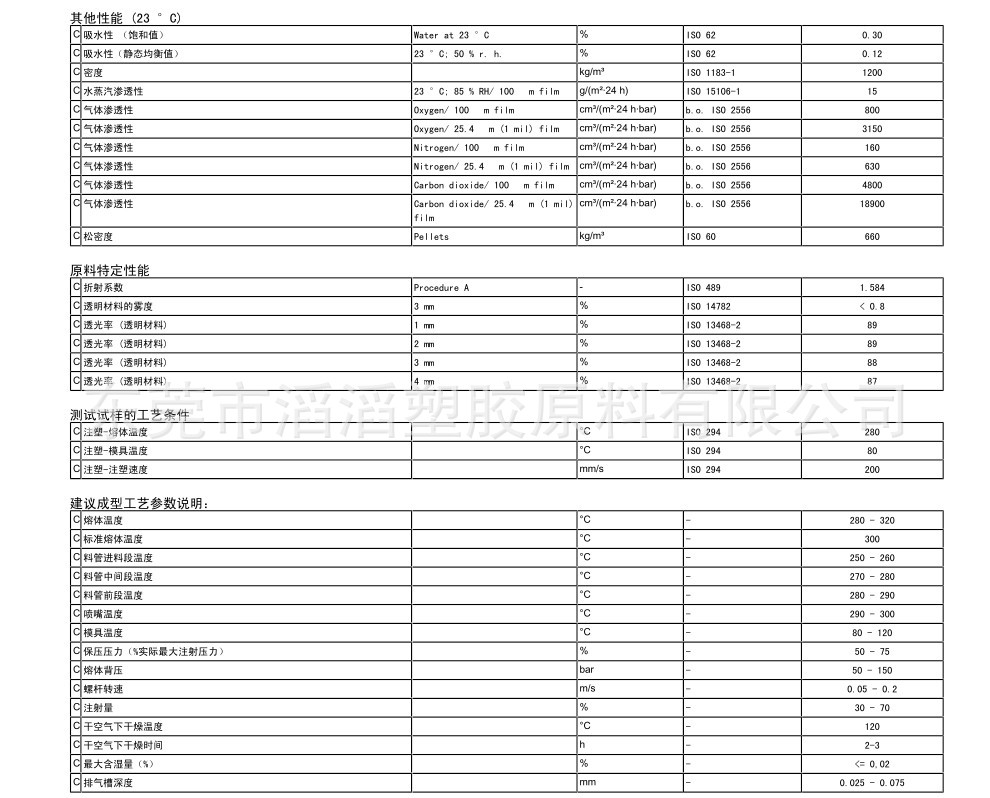
通用;低粘度;紫外线稳定;易脱模;
注塑-熔体温度280-320-C;提供透明、半透明和不透明颜色
需要其他颜色请联系我们谢谢!




聚碳酸酯(PC)树脂“Panlite?”日本帝人
“Panlite?”是帝人最先在日本实现工业化生产的聚碳酸酯树脂。长期以来,帝人一直致力于其性能的提高和用途开发等方面的研究,并取得了众多的成果,从而使“Panlite?”成为了公认的具有代表性的工程塑料。
“Panlite?”在耐冲击性、耐热性、尺寸稳定性、电学特性、透明性以及卫生性能等诸多方面具有其突出的优点。现被广泛应用于电子电器、办公用品、精密机械、汽车、医疗、安保及家庭用品等众多领域。帝人针对未来的需求,进行着持续不断的开发和研究。
“Panlite?”是具有以下分子结构的热塑性树脂,可采用注塑、挤塑、吹塑等成型方式进行加工。
特点:
“Panlite?”是具有以下分子结构的热塑性树脂,可采用注塑、挤塑、吹塑等成型方式进行加工。
耐冲击性
在塑料中具有最高的耐冲击强度值,且该特性高于铸锌和铸铝。
使用温度范围
在低温到高温很宽的范围内仍可保持稳定的特性。
电学特性
在很宽的温度范围内使用时变化很小,可作为优良的绝缘材料。
透明性
具有塑料中少有的优异透明性,适合光学及板材用途。
尺寸稳定性
具有优良的耐蠕变性能,尺寸几乎不受吸湿、温度、时间变化的影响。
阻燃性
具有优良的阻燃性,通过了UL规格Subject94的V-0、V-1、V-2、HB、5VA、5VB等级测试。
主要优点
1.具高强度及弹性系数、高冲击强度、使用温度范围广;
2.高度透明性及自由染色性;
3.成形收缩率低、尺寸安定性良好;
4.耐疲劳性佳;
5.耐候性佳;
6.电气特性优。
主要性能
1.机械性能:强度高、耐疲劳性、尺寸稳定、蠕变也小(高温条件下也极少有变化);
2.耐热老化性:增强后的UL温度指数达120~140℃(户外长期老化性也很好);
3.耐溶剂性:无应力开裂;
4.对水稳定性:高温下遇水易分解(高温高湿环境下使用需谨慎);
5.电气性能:
6.绝缘性能:优良(潮湿、高温也能保持电性能稳定,是制造电子、电气零件的理想材料);
7.介电系数:3.0—3.2;
8.耐电弧性:120s;
9.成型加工性:普通设备注塑或挤塑。
PC塑料的粘接
根据不同需要,可以选择以下粘合剂:
1.G-933:单组分常温固化软弹性防震粘合剂,耐高低温,不同粘度粘接速度几秒至几个小时固化完毕。
2.KD-833瞬间粘接剂,可以数秒钟或数十秒钟快速粘合PC塑料,但胶层硬脆,不耐60度以上热水浸泡。
3.QN-505,双组分胶,胶层柔软,适合PC塑料大面积粘接或复合。但耐高温性能较差。
4.QN-906:双组分胶,耐高温。
5.G-988:单组份室温硫化胶,固化后是弹性体具有优秀的防水,防震粘合剂,耐高低温, 1—2mm厚度的话,10分钟左右初固,5—6小时基本固化,有一定的强度。完全固化的话需要至少24小时。单组份,不需要混合,挤出后涂抹静置即可,无需加温。
6.KD-5606:UV紫外线固化胶,粘合透明PS片材及板材,可达无痕迹效果,需要用紫外线灯照射固化。粘后效果美观。但耐高温性能较差。
用途
光学照明
用于制造大型灯罩、防护玻璃、光学仪器的左右目镜筒等,还可广泛用于飞机上的透明材料。
电子电器
聚碳酸酯是优良的E(120℃)级绝缘材料,用于制造绝缘接插件、线圈框架、管座、绝缘套管、电话机壳体及零件、矿灯的电池壳等。也可用于制作尺寸精度很高的零件,如光盘、电话、电子计算机、视频录象机、电话交换器、信号继电器等通讯器材。聚碳酸酯薄摸还被广泛用作电容器、绝缘皮包、录音带、彩色录象磁带等。
机械设备
用于制造各种齿轮、齿条、蜗轮、蜗杆、轴承、凸轮、螺栓、杠杆、曲轴、棘轮,也可作一些机械设备壳体、罩盖和框架等零件。
医疗器材
可作医疗用途的杯、筒、瓶以及牙科器械、药品容器和手术器械,甚至还可用作人工肾、人工肺等人工脏器
其它方面
建筑上用作中空筋双壁板、暖房玻璃等;在纺织行业用作纺织纱管、纺织机轴瓦等;日用方面作奶瓶、餐具、玩具、模型、LED灯外壳和手机外壳等。
改性用途
改性PC的目的是为了增韧,改良成型加工性能,减少残余变形,增加阻燃性等,具体能改性PC的品种有:
PC/ABS可提高弯曲模量、耐热性、电镀性能等。
PC/PET、PBT工可改善耐药品性,耐溶剂料性等。
PC/PMMA加入有机玻璃可提高外观珠光色彩。
PC/PA、 HIPS可提高冲击韧性、表面光洁度。
PC/HDPE可改善耐沸水性、耐老化性、耐气候性,而LDPE效果较差。
PC用玻纤或碳纤维进行增强改性,提高机械强度。
并用溴类阻燃剂和三氧化二锑,可制成阻燃级PC。
其他和聚砜、芳香族聚碳酸酯、聚甲醛、聚丙烯、聚苯乙烯都可以进行共混改性,达到经济性和性能之间的平衡。
工艺过程
聚碳酸酯纺织纱管的生产,选用光气法生产的PC为原料,其中新料为80%,再生料为20%。其生产工艺流程如下:
配料→干燥→注射→修整→抛光→热处理→制品。
烘箱干燥温度115—120℃, 16-20小时,物料在料盘上厚度为30毫米以下,使树脂含水量在0.03%以下。
料筒三区温度为200—220、 250—280、 260—290℃,喷咀温度比料筒稍低些,低5-10℃。注射压力60—100MPa,成型周期25秒,热处理温度115—120℃, 1小时,要采用倒悬式进行热处理。
挤出板
PC料一定要干燥,使之含水量降到0.02%以下。PC板原料的分子量应选在3.5万为好。
挤出机螺杆长径比为20:1,杆中的加料段和计量段长度各占全长的25%,而且螺槽深度一定,压缩段长度为全长的一半。螺杆压缩比为2.5-3;螺槽深度一般应小于4毫米;用销钉螺杆混炼效果更好。
过遮网组可采用80/120/200/120/80目型式。
衣架式机头比较常用,但造价较贵。
压延方法
片材的压延方法有水平方向挤出压延片,倾斜方向挤出压延片,向下或向上挤出压延片。但目 前最 好的是辊筒倾斜压延法。
典型的PC板挤出条件:
机简温度260、 280、300℃,机头温度2801C、压延辊筒温度:上辊121-135℃、中辊129-139℃、下辊132--150℃,螺杆转速12-24转/分,过滤网组40/60/100目。
PC板可用于汽车,飞机风挡玻璃,波纹板,折板,建筑窗玻璃,体育设施天棚玻璃等。
其他:PC可和ABS共混,提高冲击强度,ABS添加量为50%时,提高幅度最大。ABS含量过少时如3%,冲击强度反而下降。
PC可和HDPE共混,共中HDPE含量为30%时共混效采较好,可改善冲击强度,加工流动性能提高,易于充模。LDPE共馄效果很差,出现分层,不能使用。
薄膜
PC还可做成薄膜,其抗穿刺强度高,适合于焊接,热封。PC膜表面张力大,在印刷前不需进行电晕处理,电镀性能也好。可用于医药,食品包装,与纸板复合作装饰板等。
特性:
为非结晶性热塑性塑料,优质的耐热性能、良好的透明度和极高的耐冲击强度等物理机械性能。
优点:
1.具高强度及弹性系数、高冲击强度、使用温度范围广;
2.高度透明性及自由染色性;
3.H.D.T.高;
4.耐疲劳性差;
5、耐候性佳;
6.电气特性优;
7.无味无臭对人体无害符合卫生安全;
8.成形收缩率低、尺寸安定性良好。
加工方法
一、原料的干燥
1、原料烘干:普通烘干箱温度110—130,时间2—4小时,机顶料斗烘干箱温度100—120,要求水分含量低于0.03%。
2、判断水含量是否合格:看空注射的料条情况,物料通过塑化后由喷嘴流出来的料条应是均匀无色、无银丝和无气泡的细条;否则则是烘干不彻底。
二、注射工艺
1、注塑机调整成型参数(视原料分子量高低调整):
料筒温度:前部250—310,中部240—280,后部230—250。
喷嘴温度:比后部低10。
模具温度:70—120。
注射压力:70—140MPa。
螺杆转速:30—120r/min。
成型周期:注射1—25s,冷却5—40s。
?更多具体参数资料和型号,请联系我们
样品起订量25KG,满100即可开增值税普通发票(3%),满10000即可开增值税专用发票(13%)采购热线:丁女士 15818232875 微信同号量大价格优惠可谈
专业代理各种塑胶原料,注塑级,挤出级,模压级,涂料级,电池级等。
柜货订购,保质保量,价格优惠,货源稳定. ***手货源,可提供材料的物性表,UL黄卡,SGS报告,MSDS证书,FDA等相关证书.
可开13%增值税,量大从优,欢迎广大客户来人来电洽谈。
产品实拍:






