
连云港云机精密机床有限公司
 名称:GB4028
名称:GB4028
GB4028带锯床是一种以双金属带锯条为切削铝型材工具,切割金属材料的设备,主要用于锯切黑色金属,亦可用于锯切有色金属及非金属材料.具有切口窄,效率高,能耗小,材料浪费少等特点。具有显著节能,节材效果的效能高的切割设备,是大、中型企业大批量下料理想设备。
一、 设计原则
- 1. 本机床主传动采用蜗轮箱变速。进给采用液压传动,工件夹紧采用手动和液压混合式夹紧,具有结构紧凑,操作维修方便等特点。
- 2. 该产品是全新设备(包括所有外购的液压、电气等元件),具有合理的结构、可靠性、耐久性、稳定性,操作简便。
- 3. 吸收国内外的先进技术,结合实际使用、设计锯床的经验优化设计使其具有较高的技术含量。
- 4. 产品的设计、制造,及配套件的选择应符合国标工业标准和国际电工标准,计量单位全部采用国际单位制。
- 5. 充分考虑维修的便利和空间,提高锯床的可维护性。
二、 机床的主要特点和功能:
- 1. 机床通过机械、电气、液压的配合,具有自动夹紧、自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
- 2. 机床进给速度,在给定的范围内,可进行无级调整。
- 3. 切削刀具,采用进口的、薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是一种具有显著节材又节能的效能高的切割设备。
三、 机床的主要技术参数:
机床主要技术参数表
序号 |
项目名称 |
技术参数、规格 |
备注 |
1 |
最大锯削范围(mm) |
●280■230×230(WxH) |
|
2 |
锯切速度(三档) |
26/60/75 m/min |
|
3 |
带锯条规格(长*宽*厚) |
3350*27*0.9mm |
|
4 |
进给速度 |
液压无极调速 |
|
5 |
主电动机功率 |
2.2 kw |
|
8 |
工作台高度 |
630mm |
|
9 |
主传动方式 |
蜗轮传动 |
|
10 |
夹紧方式 |
液压夹紧 |
|
11 |
锯带张紧方式 |
手动张紧 |
|
12 |
锯屑清理方式 |
钢丝刷 |
|
13 |
主机外型尺寸(LxWxH) |
约1800×1150×1300mm |
|
|
|
|
|
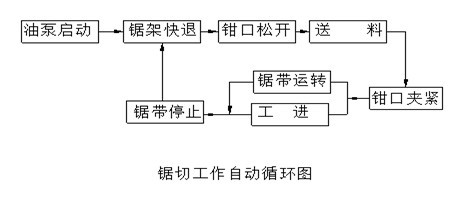
四、
锯切流程:
五、 机床各组成系统及功能简述
1、床身、工作台:床身采用焊接箱式结构,主要用以支撑其他部件,内腔兼作液压油池,工作台为铸件或板焊件,用以承料,安装夹紧装置及锯架.
2、主传动装置:主传动采用蜗轮蜗杆减速机,由电机,皮带轮,驱动蜗杆蜗轮传动,主动轮与蜗轮轴联接,锯条安置在主动轮和被动轮上,驱动带锯条回转,以便实现切削运动.通过塔轮变换速度,以便适应不同材料的锯切。
3、锯带张紧机构:是由从动锯轮,滑座,滑块和丝杆,螺母组成,通过移动从动轮使带锯条得以张紧,保障带锯条与锯轮轮缘之间形成一定的压力,产生足够的摩擦力来带动锯条作回转运动,实现切削运动,张紧力的大小可以通过调整测力扳手来确定.
4、工件夹紧机构:工件夹紧采用液压和丝杆组合式夹紧.通过按钮进行操纵,实现工件小范围的夹紧与松开.
5、锯带导向装置:是由左.右导向臂及导向头组成,导向头则由导向滚轮及导向块组成,主要用来将带锯条扭转一定角度使之与工作台面垂直,保障锯条的正确位置,提高切割精度。
6、 冷却系统:是由冷却液箱,冷却泵,管道,阀及喷嘴组成,用来保障对切削区域供给充足的冷却液,以提高切削效果和锯带的使用寿命与切削断面精度,同时还有利于清除齿上的切屑.
7、 承料架:是由滚轮,支架、轴承座及轴承组成。使用时,必须与主工作台面平行且其中心线对也应与夹紧钳座的中心线对齐,以保障正常切削精度










