郑州市二七区恒创机械设备经营部
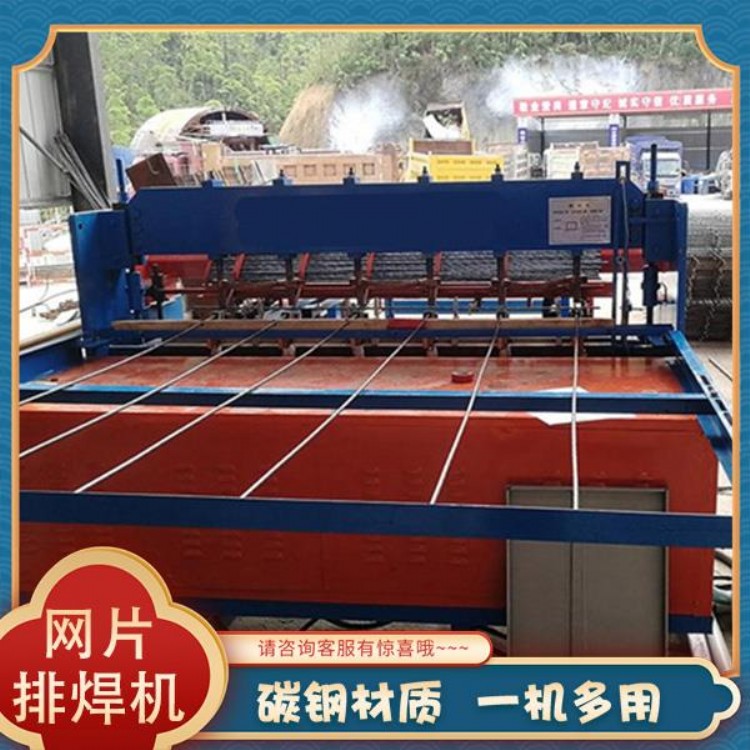
天津波纹管制管机施工

金属波纹管制管机厂家制管机厂家主要有两种材质组成:一种是黑色的钢带,一种是镀锌的钢带。加工工艺:主要是用波纹管的机器加工,波浪形的端口,相互的咬合,一圈一圈的制作而成。波纹管运用领域 :公路桥梁、铁路桥梁、建筑水利、电力等重点工程
预应力金属波纹管机螺旋管制管机性能及特点:
本机出厂时成形轧辊经过技术人员调试好;时请勿把弹簧顶杆压太紧, 造成螺距太小, 并造成压力过大,使电机负荷过重影响效率,长时运作还易烧电机。

参数
1. 主电机功率:3kw,转速:1430r/min
2. 切割电机功率:0.75kw,转速:1380r/min
3. 钢带宽度:36mm
4. 钢带厚度:0.2-0.35mm
5. 卷管直径范围:35-135mm
6. 生产速度:普通电机:4m/min, 无级变速:8-12m/min
7. 重量:576kg
8. 尺寸:1100x800x1360mm
3、缠绕钢带时,初学者***是用手盘皮带轮进行缴钢带咬扣。

金属波纹管制管机厂家工作原理:将厚0.250.3mm×宽36±0.5钢带进入化油的水槽;在过导带架,控制钢带偏向;进入四组成形轧辊,压模成双波呈半圆(加强筋),左侧向上折,右侧向下折的形状;再缠绕于模头上,经翻边轮挤、压边轮压,使向上折和向下折边紧扣让直齿压花轮压痕,双边咬合后,经压紧轮压实即形成紧密相扣的波纹管
本机易见的故障主要在制管中管内径增大,看或摸螺旋套底部折边高于螺旋套边沿,再用卡尺量内径确认。
9、接驳钢带:a:钢带接头处以剪斜(约30°角)口为佳,两端搭接约3~4厘米并对齐两边,用6~8kw点焊机点焊,点位以距钢带边3毫米及中心点,焊8~9个点为宜。b:手工接钢带时接头口要剪平,并剪掉尖角(5×45°),然后折约5mm长度,两边接头对扣并锤平,把固定弹簧两端的螺杆松开,穿好钢带后在上紧,此接法再过轧辊时要,切忽快速以免脱扣。

原因主要有以下几点:
1、 成形轧辊箱固定角度不对。 处理:至与螺旋套螺旋相对顺直切。
2、 压边轮、翻边轮角度或松动移位。处理:角度。
3、 压花轮及压紧轮角度、力度不良。处理:适当两轮的角度及力度。