沧州瑞屹管道设备有限公司
10CrMo910热压弯头管件用于管路需要改变方向的地方,所以用途十分广泛,主要应用于化工、民用、建筑、工业生产等领域。
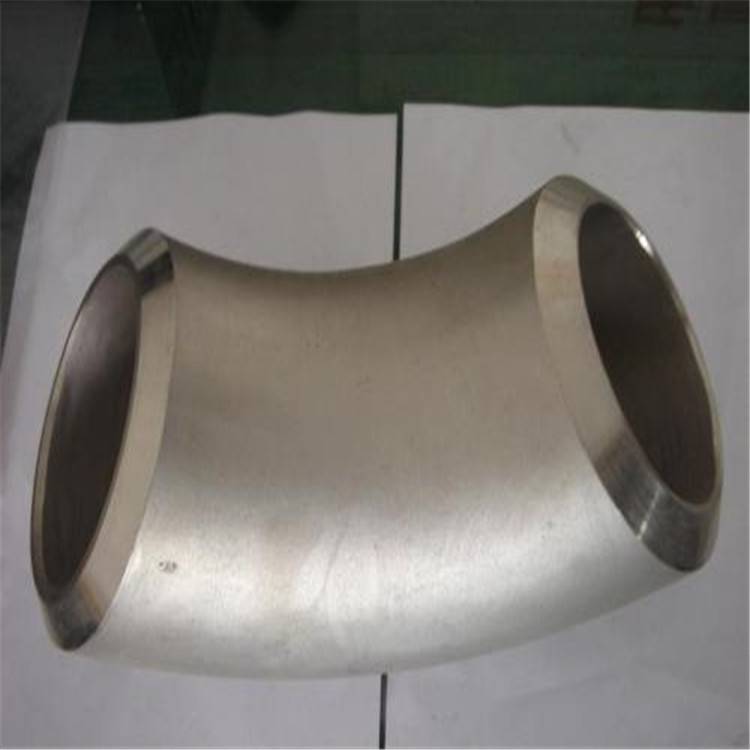
10CrMo910热压弯头是管件的一种。热压弯头是采用热压工艺制作的一种弯头。热压弯头是将管子加热后用专业设备加工成型,然后切割加热到临界温度以上,保温一段时间后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度急速冷却的方法制作而成的弯头。处理方法淬火是将弯头加热到临界温度以上,保温一段时间,然后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度的速度急速冷却,而获得以马氏体为主的不平衡组织的热处理方法。冲压弯头是管道安装中常用的一种连接用管件,连接两根公称通径相同或者不同的管子,使管路做一定角度转弯。
⑴冲压加工的生产效率高,且操作方便,易于实现机械化与自动化,这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲压件。
⑵冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
⑶冲压可加工出尺寸范围较大,形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁,覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
⑷冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有"一模一样"的特征
河北10CrMo910弯头的制作工艺要求控制曲率半径。比如半径长度为1.5D,那么曲率半径必须在所要求的公差范围之内。由于这些管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定,几何尺寸上比管件多了很多项。弯头表面质量和机械性能基本和管子是一样的。为了焊接方便,和被连接的管子的钢的材质是要相同的。
无缝弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。 热推DN100无缝弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的无缝弯头。