沧州瑞屹管道设备有限公司
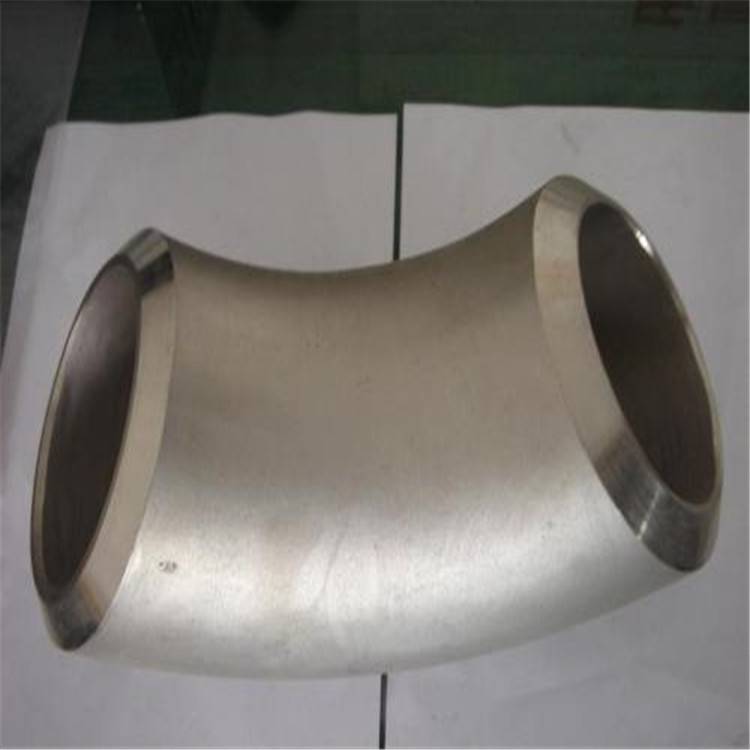
ASTM A234 WPB弯头的成型工艺。冲压弯头的成型工艺过程是复杂的,需要根据不同的材质和用途进行焊接,在一定的压力下进行逐渐成形。冲压弯头的成型需要按照一定的工序进行,严格遵守相应的流程过程,否则生产出的冲压弯头就会产生质量问题。根据需要,一个圆形环壳可以切割成4个90 °弯头或6个60 °弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5D的任何规格大型推制弯头,是制造大型推制弯头的理想方法。与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。推制弯头就是推制成型的弯头,现在弯头推制成型时 主要的一种弯头成型生产制作工艺,首先是因为推制成型的弯头也就是推制弯头生产制作速度快,然后就是推制弯头生产制作时可以成批量生产制作,在就是推制弯头的质量好,推制弯头这种成型工艺是现在弯头 主要的成型生产制作工艺。长半径弯头是指弯头的曲率半径为管子直径的1.5倍;如果大于1.5倍了,就是弯管的范畴了。短半径弯头是指弯头的曲率半径等于管子的直径,也就是常说的1倍的。D为弯头直径。长半径的是 常用的,一般默认也是长半径的,压力高或者流速高的地方会采用长半径的,如果是固体输送管道阻力要求严格的时候要用更大的半径的弯头。短半径的一般是在低压流体中用或者弯头在安装时有限制的地方用。如果没有条件限制或在合同中没有注明的优先选用长半径弯头。包装使用木箱、木托等。长半径弯头的材质有不锈钢、碳钢、合金钢等。使用范围有:污水处理、化工、热力、制药、航天、电力、造纸等行业。冲压弯头的成型工艺过程是复杂的,需要根据不同的材质和用途进行焊接,在一定的压力下进行逐渐成形。ASTM A234 WPB弯头的成型需要按照一定的工序进行,严格遵守相应的流程过程,否则生产出的冲压弯头就会产生质量问题。根据需要,一个圆形环壳可以切割成4个90 °弯头或6个60 °弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5D的任何规格大型推制弯头,是制造大型推制弯头的理想方法。