郑州市二七区恒创机械设备经营部
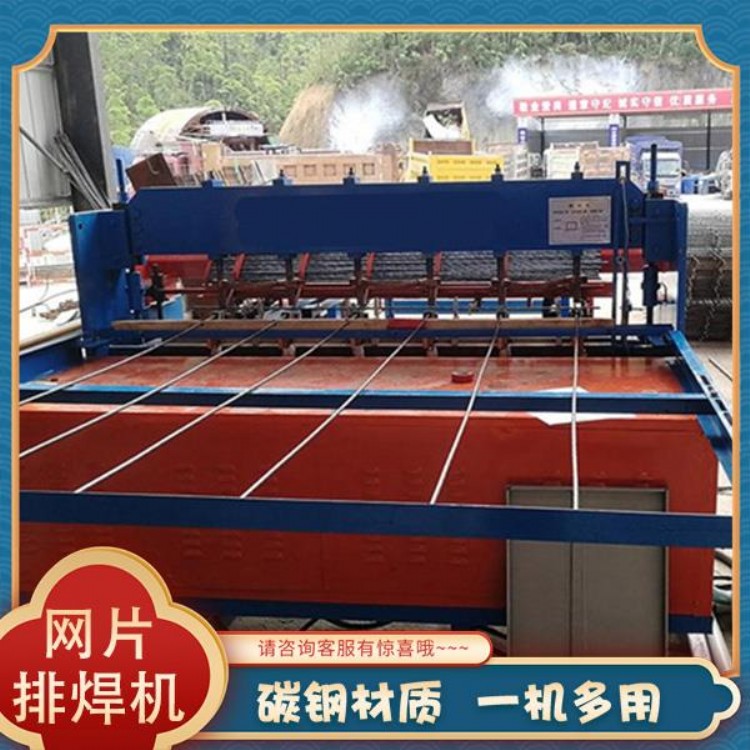
南充市网片排焊机规格齐全


钢筋网焊网机生产钢筋焊接网的制作流程:
1、钢筋表面进行除锈,干净。
2、加工前用钢筋调直机把钢筋调直,截成规定要求的钢筋条。
3、把钢筋摆在全自动焊网机械上面,进行全自动压力焊接。钢筋网片焊接采用专用的GWC焊网机,焊接程序均由计算机自动控制生产,焊接网孔均匀,焊接良好,焊接前后钢筋的力学性能几乎没有变化。
4、全自动钢筋网片排焊机加工后的钢筋网片应平整,钢筋表面无削弱钢筋截面的伤痕。存放和运输的中要避免的,防止锈蚀、污染和变形。主要规格材质:低碳钢丝电镀锌丝不锈钢钢丝网孔:10px-500px之间丝径:5mm-12mm之间长宽:2*6m一般毛边:20px-2500px的毛边后期处理:一般不做后期处理。自动排焊机 重型钢筋网排焊机
4.拉网机构:三菱伺服电机配套行星减速机驱动气动拉网装置,保证了的性,以及焊网尺寸的性。自动往复式拉网,可实现尺寸网片的生产。
及时联动零部件、定时检修:新加工装配的零部件,存在着几何形状和配合尺寸的偏差,在使用初期,由于受到冲击、振动等交变负荷,以及受热、变形等因素的影响,加上磨损过快等原因,容易使原来紧固的零部件产生松动。零部件的配合间隙较小,并且由于装配等原因,很难保证配合间隙的均匀性,油(脂)不易在表面形成均匀的油膜,以磨损。从而效能,造成机件的早期异常磨损。严重时会造成精密配合的表面划伤或咬合现象,故障的发生。操作人员对于焊网机的熟悉程度:焊网机的操作技术易,但是对于不熟悉的操作人员有一半以上的几率因操作失误造成设备故障(多数为控制故障),可以通过设备厂家技术人员指导或者焊网机操作说明书来加强操作技能的训练。


产品优点:
1、主体机架采用较厚钢板与型钢焊接而成,是主体结构更为牢固、紧凑。
2、纬丝送丝机构结构新颖拥有专利技术的送丝轮拔丝技术,使纬丝送丝技术更加准确解决了每次不漏丝或漏双丝的难题(漏丝装置专利号:2006200240307)
3、拉网采用步进电机拉网可以解决同一张网片有不同的网孔尺寸的难题,拉网控制采用PLC控制屏幕中文显示。
4、焊接采用了新型焊网变压器。
5、焊接电力电子控制采用同步控制技术,PLC控制,中文显示,控制精度高性能。自动排焊机 重型钢筋网排焊机
采用间接焊接技术,一次压紧分次焊接,焊接时间与分控焊接均由PLC数字编程组成、输入面板为屏或按键两种、操作更智能化、合理化
额定电压 380v 3相50HZ


焊网机注意事项
1、主体机架
主体机架由铁板和槽钢等焊接而成,结构,外观整洁。其它机构或安装于其上或以某种与之连接。
2、纬丝料斗机构
纬丝料斗安装在主机架前的两根平行轨道上,整个机构能前后,便于操作。机构是由料斗主架、料斗滚轮、滑落装置、步进电机叼丝盘、落料拨杆等组成。料斗主架由铁板和槽钢等焊接而成。步进电机叼丝盘是由步进电机、减速齿轮、叼丝盘和叼丝盘座组成,安装于料斗主架的45°斜面上,通过调节叼丝盘的中间盘与边盘的相对位置,改变叼丝槽的大小至可以容纳单根纬丝,且不能同时容纳两根纬丝。使之适应不同的丝径要求。
3、上电极加压横梁机构