东莞市虎门东巨磨具经营部
东巨马氏体切割片 青铜烧结CBN切割片 发动机气门杆切割片 250D*1.5T*90H*10X


东巨CBN切割片介绍
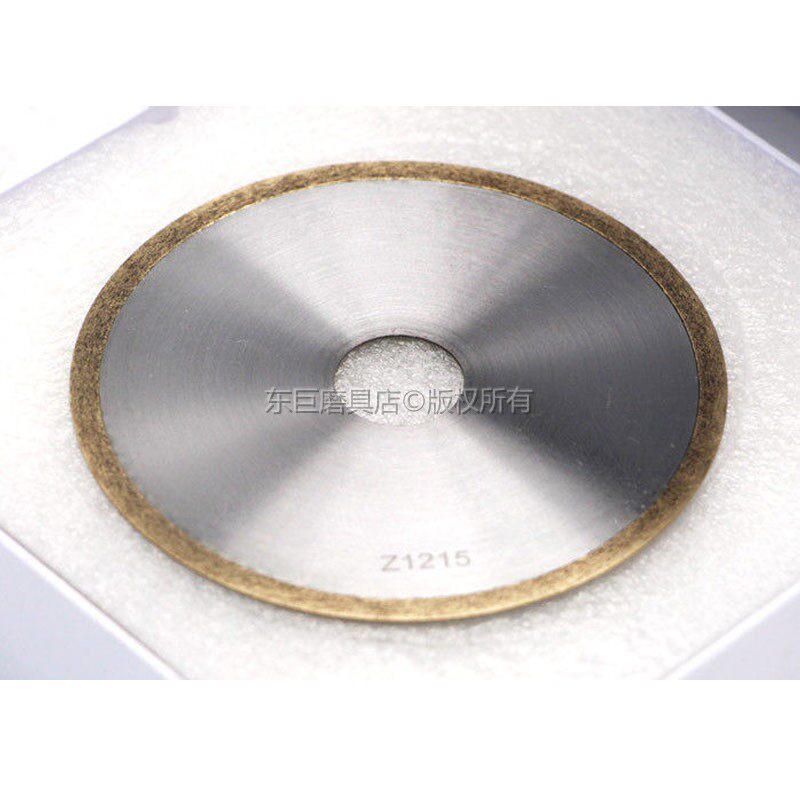
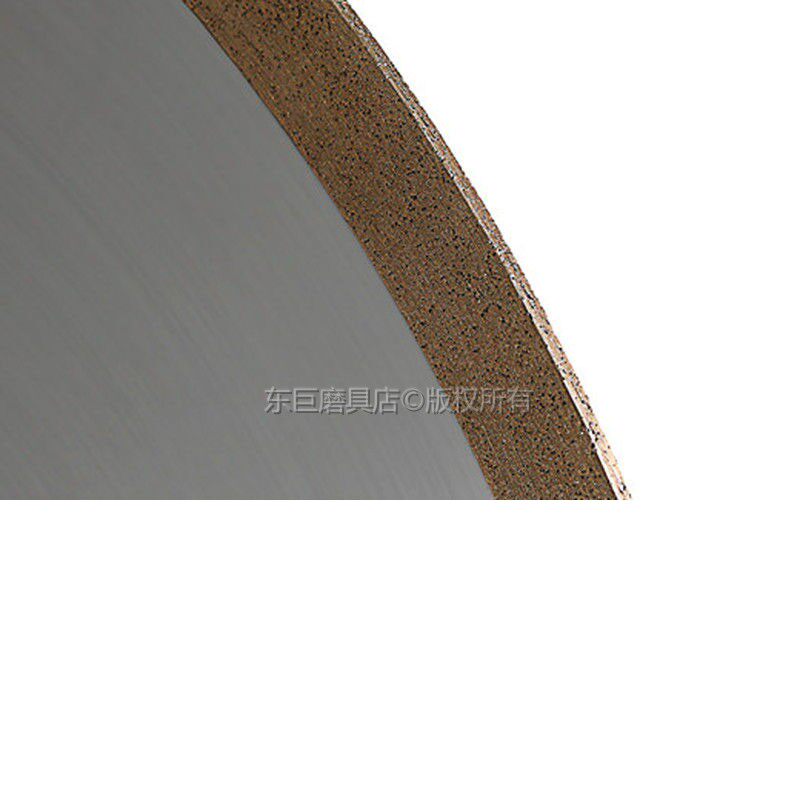
??CBN切割是一种切割工具,广泛应用于高速钢、合金钢、不锈钢、钛合金等材料的加工,立方氮化硼切割片主要由两部分组成;基体与刀头.基体是粘结刀头的主要支撑部分,而刀头则是在使用过程中起切割的部分,刀头会在使用中而不断地消耗掉,而基体则不会,刀头之所以能起切割的作用是因为其中含有CBN,氮化硼作为目前硬度仅次于金刚石的物质,它在刀头中摩擦切割被加工对象.而氮化硼颗粒则由金属包裹在刀头内部。
CBN切割片制造工艺
1、烧结CBN切割片:分冷压烧结和热压烧结两种,压制烧结而成。
2、焊接CBN切割片:分高频焊接和激光焊接两种,高频焊接通过高温熔化介质将刀头与基体焊接在一起,激光焊接通过高温激光束将刀头与基体接触边缘熔化形成冶金结合。 ??
3、电镀CBN切割片:是将刀头粉末通过电镀方法附着在基体上。
4、树脂CBN切割片:是将氮化硼粉末和酚醛树脂通过压制的方法附着在铝基上。
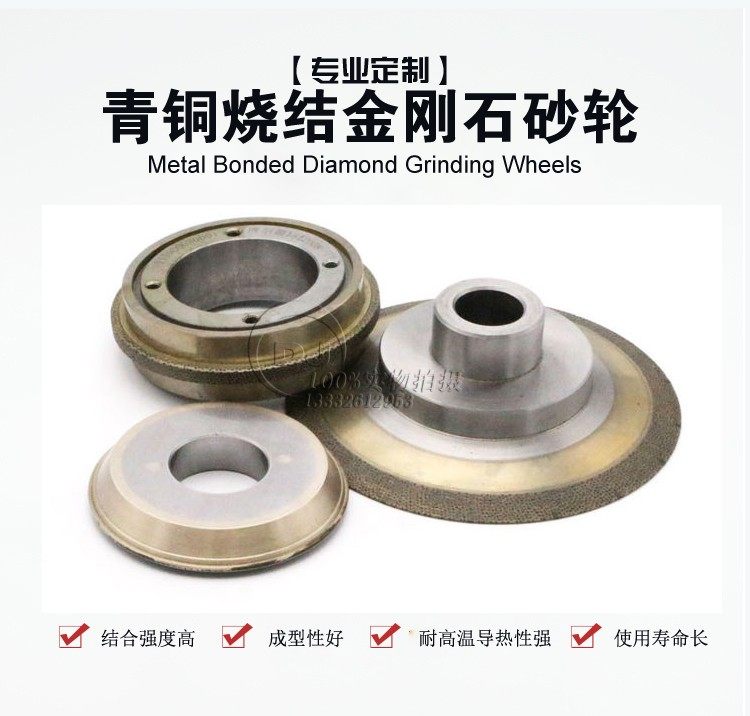
烧结CBN切割片是在专用的金属结合剂中加入立方氮化硼磨粒,在一定的温度、压力、真空状态下烧结,经多种加工手段精密加工而成,由于结合剂对金刚石磨粒把持性强以及超高的耐磨损性能,特别适合发动机气门杆、马氏体气门杆、奥氏体气门杆、合金材质等精密切割及开槽加工。
烧结CBN切割片性能特点:
(1)卓越的研削能力和高耐磨损性,保证了刀片具有较长的使用寿命。
(2) 结合剂的高硬度使刀片具有高刚性之特点,使刀片切割过程中,不变形,从而保证切割面的垂直度。
(3) 通过对磨料的浓度、粒度的精细调配,可以在满足切割面光洁度要求的前提下,具有良好的切割效率。
(4) 先进、科学的加工手段和严密的过程控制,保证刀片的形位尺寸具有高的精度。
(5) 结合剂的精确分类,满足了对不同材料的加工选择专用刀片的要求。
(6) 适合于单片使用或多刀组合切割。
烧结型CBN切割片的应用:
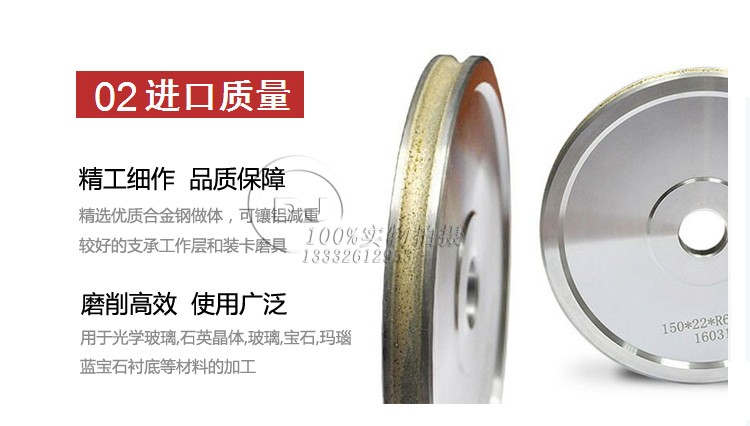
CBN超薄切割片专用于汽车发动机曲轴行业,如工具钢、模具钢、高速钢、轴承钢的切割开槽使用。具有切削锋利,寿命长,切削效率高等特点。
其他行业上的应用为:刹车片CBN切割片、硬质合金开槽切割片,电路板切割片、蓝宝石切割片、气门杆专业切割片、压电水晶的切割。
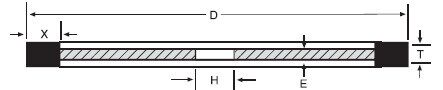
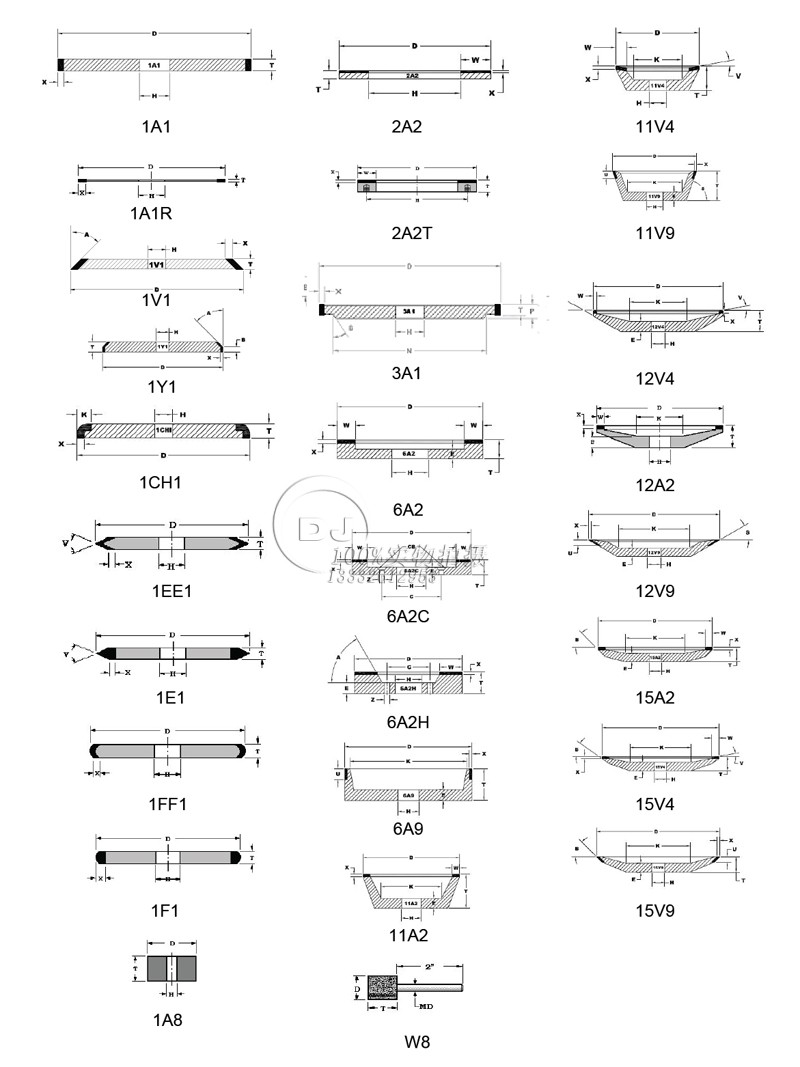
1A1R金属切割片常用规格 |
|
|||
D(直径) |
T(磨料厚度) |
X(磨料宽度) |
E(机身厚度) |
H(孔) |
100 |
0.6 |
5 |
0.5 |
12.7mm, 31.75mm, |
0.8 |
5 |
0.6 |
||
1 |
5 |
0.8 |
||
1.2 |
5 |
1 |
||
125 |
0.6 |
5 |
0.5 |
|
0.8 |
5 |
0.6 |
||
1 |
5 |
0.8 |
||
1.2 |
5 |
1 |
||
150 |
0.6 |
6 |
0.5 |
|
0.8 |
6 |
0.6 |
||
1 |
6 |
0.8 |
||
1.2 |
6 |
1 |
||
1.5 |
6 |
1.3 |
||
175 |
0.6 |
7 |
0.6 |
|
0.8 |
7 |
0.8 |
||
1 |
7 |
1 |
||
1.2 |
7 |
1.3 |
||
200 |
0.8 |
10 |
0.6 |
|
1 |
10 |
0.8 |
||
1.2 |
10 |
0.9 |
||
1.5 |
10 |
1.2 |
||
250 |
1 |
7 |
0.7 |
|
1.2 |
7 |
0.9 |
||
1.4 |
7 |
1.1 |
||
1.7 |
7 |
1.4 |
||
300 |
1 |
7 |
0.7 |
|
1.2 |
7 |
0.9 |
||
1.4 |
7 |
1.1 |
||
1.7 |
7 |
1.4 |
||