
宁波顶航特种塑料有限公司
.jpg")
.jpg")
| 性能项目 | 测试条件 | 测试方法 | 数值/描述 | 单位 | |
| 机械性能 | 拉伸强度(引张强度) | ASTM D638/ISO 527 | kg/cm2(MPa)[Lb/in2] | ||
| 断裂伸长率 | ASTM D638/ISO 527 | % | |||
| 拉伸模量 | ASTM D638/ISO 527 | kg/cm2(MPa)[Lb/in2] | |||
| 拉伸屈服伸长率(延伸率) | ASTM D638/ISO 527 | % | |||
| 拉伸断裂伸长率(延伸率) | ASTM D638/ISO 527 | % | |||
| 弯曲模量(弯曲弹性率) | ASTM D790/ISO 178 | kg/cm2(MPa)[Lb/in2] | |||
| 弯曲强度 | ASTM D790/ISO 178 | kg/cm2(MPa)[Lb/in2] | |||
| 洛氏硬度 | ASTM D785 | ||||
| IZOD 缺口冲击强度 | 1/4" 23℃ | ASTM D256/ISO 179 | kg·cm/cm(J/M)ft·lb/in | ||
| 1/4" -30℃ | ASTM D256/ISO 179 | kg·cm/cm(J/M)ft·lb/in | |||
| 1/8" 23℃ | ASTM D256/ISO 179 | kg·cm/cm(J/M)ft·lb/in | |||
| 1/8" -30℃ | ASTM D256/ISO 179 | kg·cm/cm(J/M)ft·lb/in | |||
| Charpy冲击强度 | 23℃ (缺口) | ASTM D256/ISO 179 | kg·cm/cm(J/M)ft·lb/in | ||
| -30℃(缺口) | ASTM D256/ISO 179 | kg·cm/cm(J/M)ft·lb/in | |||
| 23℃(无缺口) | ASTM D256/ISO 179 | kg·cm/cm(J/M)ft·lb/in | |||
| -30℃(无缺口) | ASTM D256/ISO 179 | kg·cm/cm(J/M)ft·lb/in | |||
| 物性性能 | 比重(密度) | ASTM D792/ISO 1183 | 1.51 | ||
| 成型收缩率 | ASTM D955 | % | |||
| 熔融指数(流动系数) | 200℃/5kg | ASTM D1238/ISO 1133 | g/10min | ||
| 220℃/10kg | ASTM D1238/ISO 1133 | g/10min | |||
| 吸水率 23℃/24H | ASTM D570/ISO 62 | % | |||
| 热性能 | 热变形温度 | 退火 | ASTM D648/ISO 75 | ℃(?H) | |
| 未退火 | ASTM D648/ISO 75 | 328 | ℃(?H) | ||
| 维卡软化点 | ASTM D1525/ISO R306 | ℃(?H) | |||
| 熔点 | - | ℃(?H) | |||
| 燃烧性(率) | UL94 | V-0 | |||
| 线性膨胀系数 | ASTM D696/ISO 11359 | mm/mm.℃ | |||
| 电气性能 | 介电常数 | 100HZ | ASTM D150/IEC 60250 | ||
| 1MHZ | ASTM D150/IEC 60250 | ||||
| 介电损耗 | 100HZ | ASTM D150/IEC 60250 | |||
| 1MHZ | ASTM D150/IEC 60250 | ||||
| 体积电阻率 | ASTM D257/IEC 60093 | Ω.cm | |||
| 表面电阻率 | ASTM D257/IEC 60093 | Ω | |||
| 耐电弧性 | ASTM D495/IEC 60112 | ||||
| 光学性能 | 折射率 | ASTM D542/ISO 489 | |||
| 透光率 | ASTM D1003/ISO 13468 | % | |||
| 模糊系数(Haze) | ISO 14782 | % | |||
| 加工条件 | 干燥条件 | ℃ | |||
| 加工温度 | 射嘴 | ℃ | |||
| 料筒前段 | ℃ | ||||
| 料筒中段 | ℃ | ||||
| 料筒后段 | ℃ | ||||
| 熔体温度 | ℃ | ||||
| 模具温度 | ℃ | ||||
| 压力 | 注塑压力 | Mpa | |||
| 保压压力 | Mpa | ||||
| 背压 | Mpa | ||||
| 螺杆转速 | rpm | ||||
| 其他 | 备注 | ||||
| 颜色 | |||||
| 特性 | 高强度,耐化学性良好 | ||||
| 用途 | 非特定食品应用,**/护理领域的应用 | ||||

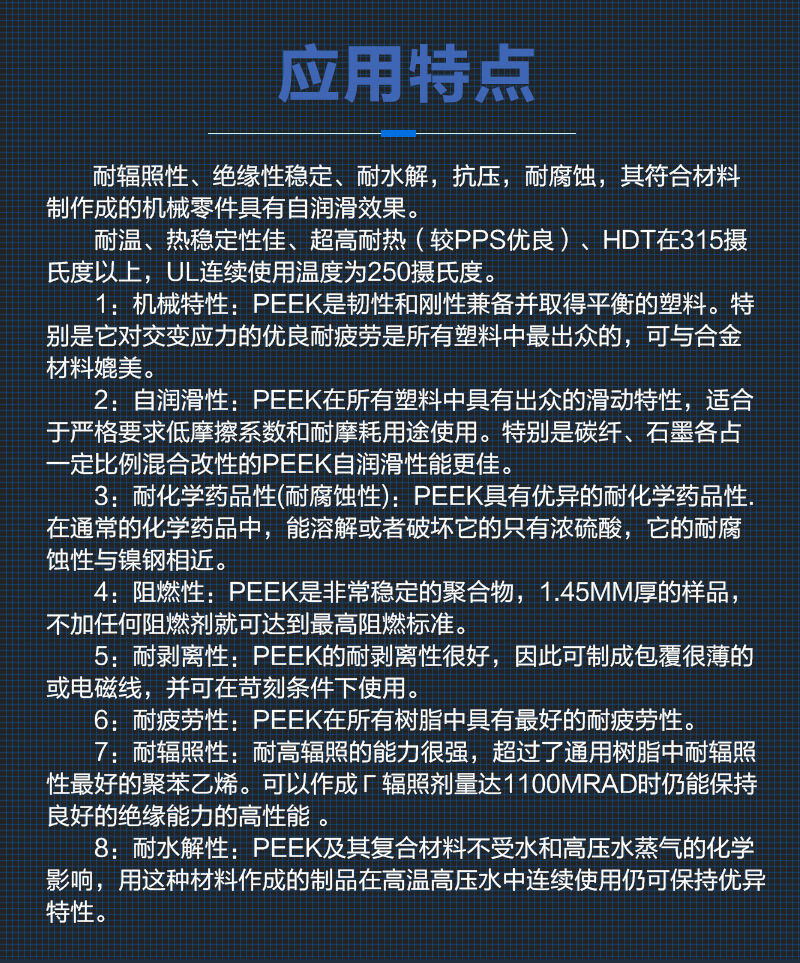


PEEK加工工艺说明:
注射成型 1、设备 PEEK可用通常的螺杆式或柱塞式注射成型机加工成型,注射成型机应满足下述基本条件:料筒温度可升到400℃;料筒内应该没有形成熔融料死角的地方;由于熔融粘度不会自动流淌,所以喷嘴不需要加断流阀(shut off valve)。 2、模具温度 由于PEEK是结晶性树脂,因此使其充分结晶可以提高其性能。一般模温在160℃以上时,就可以充分结晶,即使不热处理也能得到很好的成型品,如果因为模具结构所限制而模温无法提高时,可在200℃以上热处理一小时,也能使结晶完全,从而使机械强度和耐药品性等提高。 3、预备干燥 虽然PEEK的吸水率很低,饱和吸水率只有0.5%,但是要在高温下成型,所以加工成型之前有必要在150℃干燥3小时以上。 PEEK的标准注射成型条件
| 项目 | 纯树脂 | 30%玻璃 纤维增强 | 30% 碳 纤维增强 | |
| 料筒温度(℃) | 根部 中间 喷嘴 | 330~360 350~380 350~380 | 350~380 370~400 370~400 | 350~380 370~400 370~400 |
| 模具温度(℃) | 130~170 | 140~180 | 140~180 | |
| 注射压力(Kg/cm2) 螺杆背压(Kg/cm2) 保持压 | 1000~1400 50~100 500~700 | 1200~1600 50~100 600~800 | 1200~1600 50~100 600~800 | |
| 注射速度 螺杆转数(rpm) 循环周期(秒) | 中速~高速 50 30 | 中速~高速 50 30 | 中速~高速 50 30 | |
挤出成型 PEEK可以采用挤出成型工艺加工成薄膜、电线包皮、单丝、棒材、薄板等。下表列出了PEEK薄膜的挤出成型条件。 PEEK的标准挤出成型条件
| 项 目 | 条 件 | |
| 挤出机螺杆 | Φ30, L/D=24, C.R.=3 | |
| 料筒温度(℃) | 喂料 压缩部 机头 | 350 370 380 |
| 模具温度(℃) 定型辊温度(℃) | 380 30 | |
| 螺杆转数(rmp) 线速度(m/min) 吐出量(Kg/cm2) | 30 10 5 | |












