上海美焊智能化科技股份有限公司
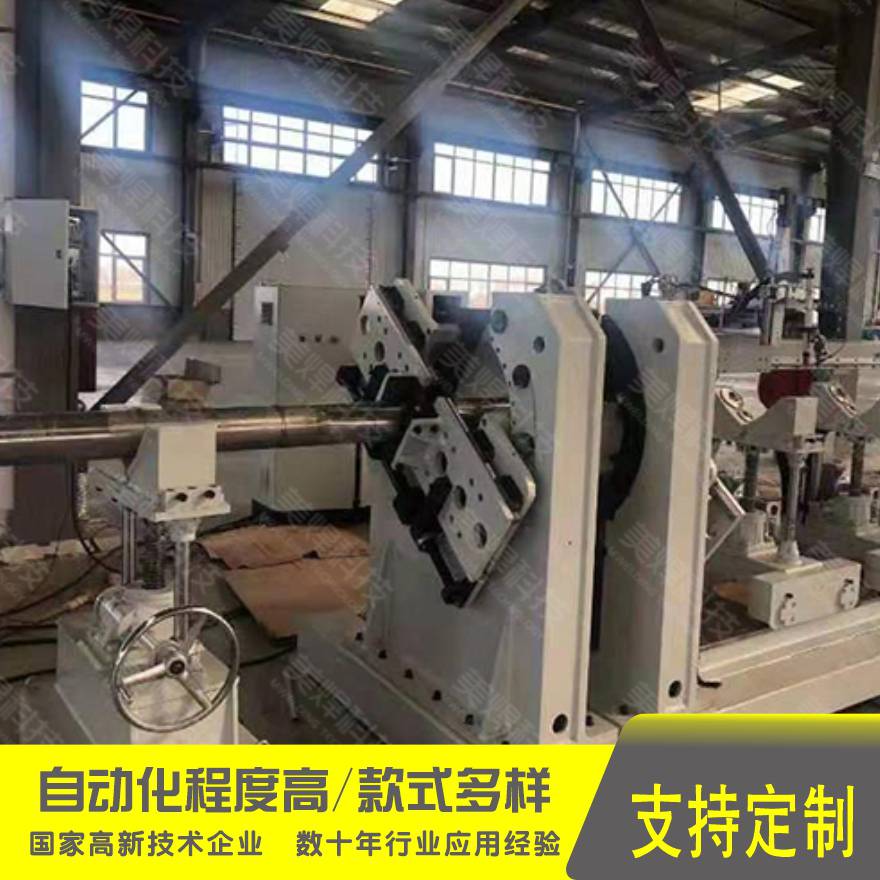
全自动管管对焊机 管管自动化焊接 密封管管自动焊接设备 密封管管焊接设备 


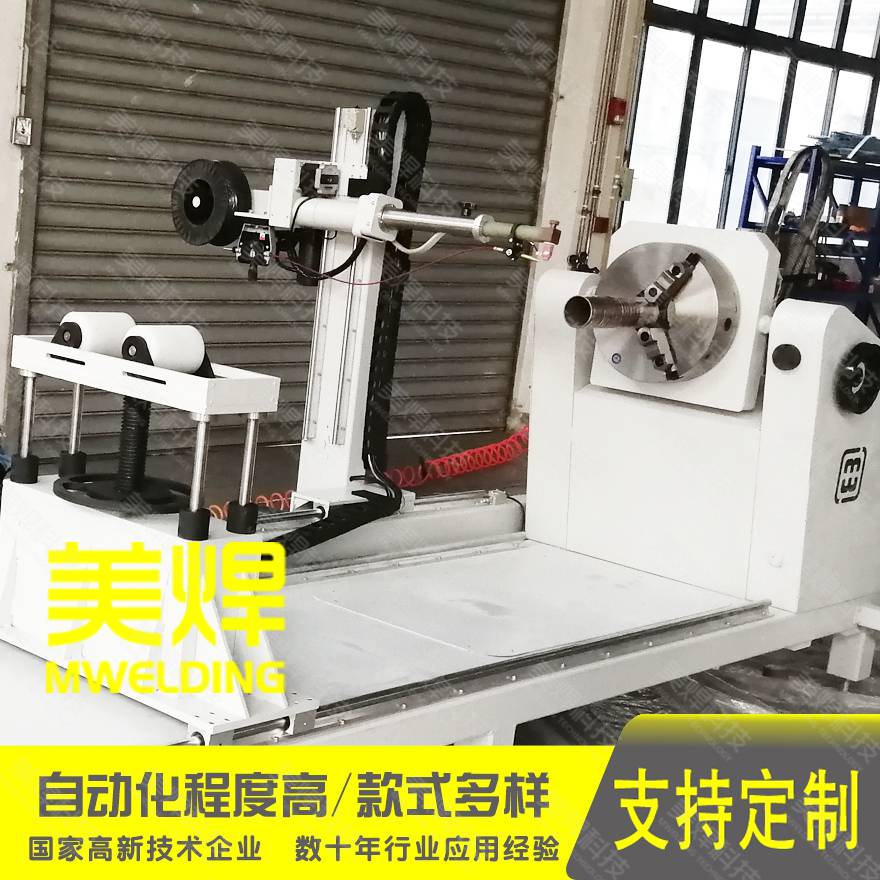
美焊全自动管管对焊机 管管自动化焊接 密封管管自动焊接设备 密封管管焊接设备 主要用于壁厚≤3mm的不锈钢、碳钢、钛合金等薄壁管道焊接;智能数字化焊接控制系统,搭载专家数据库,成型佳,焊接成品达卫生级不锈钢洁净管道焊接要求;德国进口核心部件,精密、高效、耐用,性价比高。一键操作,简单易学,零基础人员1小时掌握;机身轻便,满足高空焊接作业要求;支持一对一定制,并提供全流程技术服务;
适用管径:
MWF-40 适合管径:Φ6.35-38.1mm
MWF-80 适合管径:Φ19.05-76.2mm
MWF-120 适合管径:Φ38.1-114.3mm
焊接类型:
直管--直管、直管--卡盘、直管--三通、直管--弯头;
卡盘--弯头、卡盘--三通、大U弯等;
全自动管管对焊机 管管自动化焊接 密封管管自动焊接设备 密封管管焊接设备 


全自动管管对焊机 管管自动化焊接 密封管管自动焊接设备 密封管管焊接设备 




薄壁不锈钢管道因属于不锈钢材质,且管壁较薄,故在焊接时焊缝易氧化,易出现内凹、焊穿等质量问题,焊接成型差。在生物制药、食品发酵等洁净工程领域,管道焊接同时还需满足洁净性要求,工程实践中多采用不锈钢管自熔焊接技术,借助管路自动焊接设备,可达单面焊焊接双面成型工艺要求。
薄壁不锈钢管自熔焊接技术是通过氩弧高温焊接工艺,采用管道零间隙对接、不加焊丝母材自熔焊接方式,达到管道熔合焊接的目的,保证了焊接管道材料的统一性,降低了焊接污染风险,确保工艺管线达洁净无菌的状态。
在不锈钢管自熔焊接中常见焊接质量一般有外凸、内凸、焊缝颜色不佳、咬边等现象。 主要是由于管道内气体压力过大形成的外凸;焊接电流过大、焊速过慢,摆幅过宽导致的外凹;氩气纯度、气体保护不佳等原因导致的焊缝成色不好;焊接电流过大,焊接速度过快所导致的焊接咬边等现象;故在焊接作业中,工艺参数及人工技能水平的高低直接决定着焊接成果。焊接过程如采用自动化管道焊接技术,系统配备的专家级焊接参数与一键式焊接作业,可大大降低对焊接从业者作业水平要求,在短时间内可将团队焊接能力水平快速提升。