张家港市贝发机械有限公司
PP/PE/HIPE/PET/EVA/EVAOH片材生产线
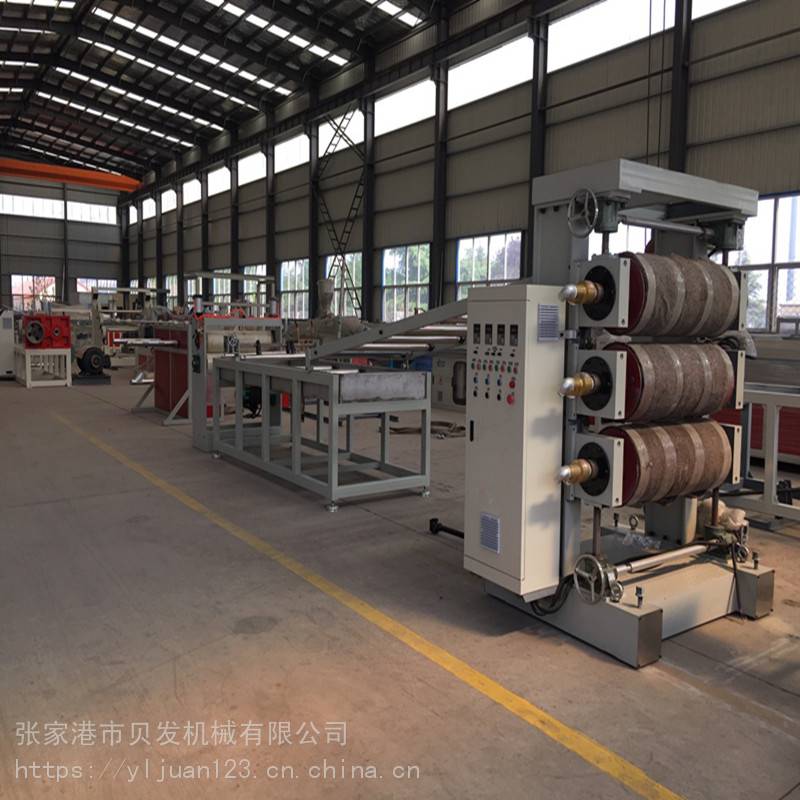
PE片材生产线螺杆采用特殊混料功能及高塑化能力设计.PE片材生产线衣架型模头采用特殊双节流设计,使板材厚薄调整更为精准.温度控制可***控制塑化过程及板材厚薄,平整性.
用途与特点:
1,螺杆采用特殊混料功能及高塑化能力设计。 2,衣架型模具采用特殊双节流设计,使板材厚薄调整更为精准。 3,温度控制可***控制塑化过程及板材厚薄、平整性。 4,三辊压光机采用水平、垂直或45度倾斜式。 PC、PA、PS、ABS、PP、PE片材生产线设备 *PC、PA、PS光学级透明板、宽度3000以下,厚度0.8-15. 主要用途:电器屏幕、广告材料、艺术镜片等。 *PC耐力板、PA、PS有色及花纹板 主要用途:PE片材生产线广告装饰、建材等片、PE片材生产线板材制品 三辊压光机 片、板材机头 片、板材生产线 pp板材生产线生产线简介 本机组是消化吸收国外进口样机,根据产品生产的实际需要,PE片材生产线对电气控制系统、PE片材生产线机头结构、部件精度及整机结构改进后,自行设计制造的。具有操作简单、生产效率高的特点。
强度高,耐温,防腐性能好,可进行填充,增强,增韧,曾刚,阻燃,改性,表面可压花,磨砂。
适用于各行各业之产品包装,文具,印刷,礼品以及工艺品制造等。
主要产品: 礼品袋,广告扇,文件袋,灯罩,鼠标垫,食品包装盒等。
制品规格:宽度 600-2400 厚度 0.2-2
PE片材设备配置及报价
使用电压:三相380v,50hz
适用原材料:pvc
片材厚度:20
片材宽度:1300
片材层数:单层
设备的组成及报价:
1.SJSZ80/156 锥型双螺杆 1套
2.模具 1套
3.直立式三辊压光机 1套
4.辊筒调温装置 1套
5.冷却架 1套
6.牵引机 1套
7.跟踪切割机 1套
8.吸尘装置 1套
9.堆放架 1套
1.SJ-120 单螺杆
螺杆直径120/33;
螺杆筒体采用38crmoala材料,经调质、气体氮化、抛光处理,氮化层0.4—0.7,表面硬度>980hv,采用专用排气式结构;
螺杆转速4-36.9r/min;
螺杆旋转方向:异向向外旋转;
主电机功率55kw,采用交流变频器;
螺杆芯部调温装置:6kw;
温控仪表采用日本进口rkc表;
变频器采用台湾东元变频器;
滚轮采用优质钢加工制造,表面淬火;
2.t型模具
模具采用衣架式;
模口宽度1400,宽度可以调节;
模唇开度23,厚度可调;
模具主要材料耐热模具钢,模具流道抛光后镀硬铬,镀铬层磨后厚度0.04—0.06,表面粗糙度为0.04;
3.直立式三辊压光机
采用直立式三辊压光机;
辊筒直径均为Φ380×1500,三个辊采用镜面辊,辊筒表面镀硬铬后磨至镜面,辊筒体采用优质合金钢锻打后精制而成;
辊筒镀前芯部硬度hrc30—35,表面硬度hrc60以上,镀硬铬层磨后厚度0.1—0.12,表面粗糙度0.01,表面硬度hrc60以上,保证有效辊面温度误差±1℃;
辊筒驱动方式为独立驱动,有同步调速;
辊筒减速机采用常州汉森产品,电机采用变频电机,电机功率2.2kw;
辊筒压紧方式采用液压式压紧,传动平稳,反应速度快,冲击小,能高速启动和换向;
三辊压光机前后移动用电机移动,电机功率0.55kw。
辊筒驱动电机采用变频控制,变频器采用日本富士变频器。
三辊压光机升降采用电机升降,传动灵活便于控制。
4.辊筒调温装置
辊筒冷却介质采用油;
加热通过电加热器加热,加热器功率≥18kw×3;
每个压光辊筒采用独立油,温度根据工艺要求调定后,自动控制油温;
电磁阀采用进口***电磁阀。
5.冷却架
冷却辊Φ76×1500,采用不锈钢管制造,不伤制片旋转灵活;
冷却辊共20根;
冷却架随压光机同时移动,带有辅助支撑;
冷却架总长6m;
6.牵引机
牵引辊为胶辊,直径Φ220×1500;
牵引辊驱动电机功率2.2kw;
牵引压紧采用气动压紧方式;
辊筒减速机采用常州汉森产品,电机采用变频专用电机;
辊筒驱动电机采用变频控制,变频器采用日本富士变频器
主动辊和减速机实现直联。
7.跟踪切割机
切割机切板宽度1500;
切割机切板厚度20;
采用机械方式驱动链条带动剪切板材,锯片采用锯齿片,切割方便不带毛边;
板材剪切长度自动控制采用计米器控制,可任意调节剪切长度;
废边切割采用锯齿切割
8.吸尘装置
配有离心吸尘机,功率:4kw;
吸尘强劲对环境不产生污染。
9.堆放架
采用矩形管焊接而成,牢固可靠。
配有尼龙辊,可自由转动不伤制品









