河北融洋热能设备有限公司
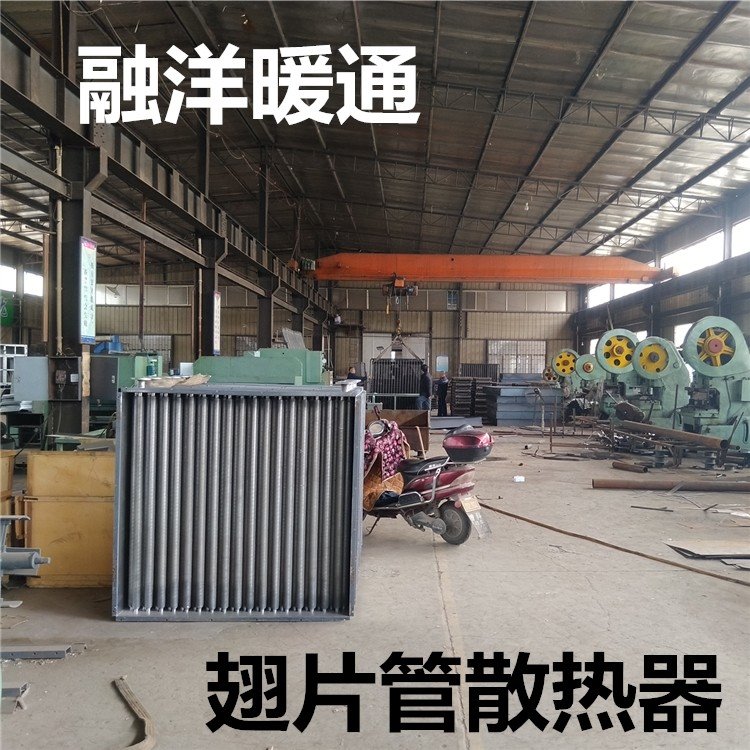
高频焊翅片管原理
高频焊翅片管焊接进程如图1所示,钢带按螺距均匀平稳地环绕在钢管外表,与此一起,以高频电流作为焊接热源,部分加热钢管与钢带的触摸面及待焊区,使之抵达熔化可焊状况,在施加外力下焊牢。螺旋翅片管焊接进程中,钢带较薄且电流会合,容易抵达焊接温度,而钢管较厚且电流分散,不容易会合,钢管温度往往低于钢带温度,影响焊接质量。若靠增大电源功率的方法来行进钢管的温度,往往构成带加热温度过高而被拉断、钢管外表温度却不够的状况。因此,调理二者电流的分配,选择适合的焊接参数,是十分重要的。其他,国产的高频焊接电源,多数为高频焊管用电源,稀有翅片管焊接专用高频电源,由于翅片管焊接时的阻抗比钢管焊接时大,故存在电源与负载不匹配的问题,只要适合的匹配才干增大输出功率,避免能量走“短路”耗费掉。因此,改善高频焊接电源特性,使电源获得的匹配是保证翅片管焊接质量的条件