河北融洋热能设备有限公司
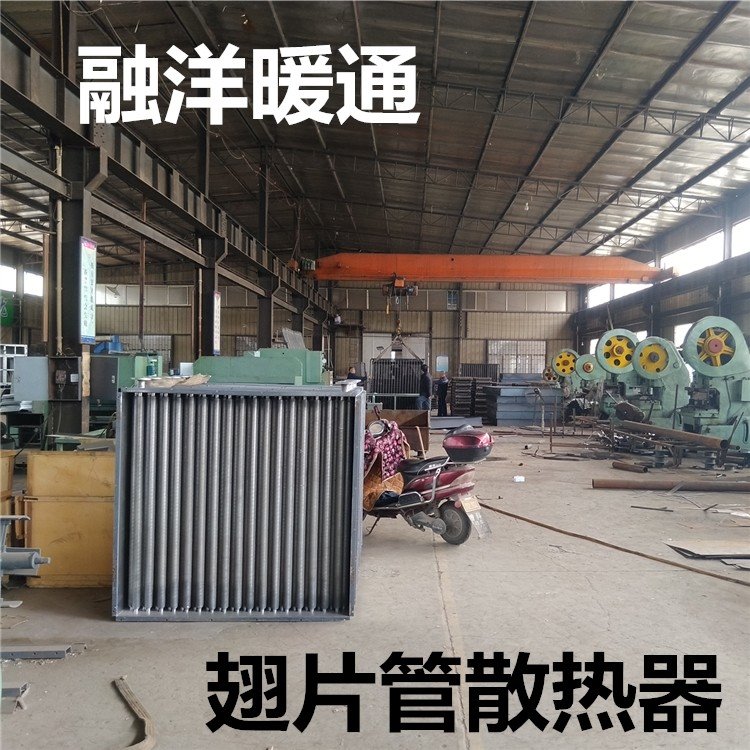
高频焊翅片管的制作工艺
高频焊螺旋翅片管的焊接大体上分为以下几个工序:
(1)无缝钢管置办及再检测:无缝钢管必须按照工程图纸规矩的规范及技能性条文置办入厂后,必须用心打开再检测。再查验的內容是,总数,规范类型,原材料是不是适宜,材料证明文件,各查验陈述是不是齐备,查验是不是合理。一根一根地打开外型及几何图形规范查验,各自按炉,出产批号查验原材料的成分和物理功用的每一个根有规矩超检索的原材料时
(2)翅片绕制焊接前的准备:钢管外表情况有必要有利于绕片,光管外表应无凹坑、凹痕、迭合、沟槽。焊接前,有必要清除基管外外表的氧化物、油脂及影响焊接质量的杂质及覆涂层,通常选用抛光或喷砂处理、翅片管绕制用翅片,选用薄钢板开带,按要求的翅片高度把整卷薄钢板剪为所要求的宽度;
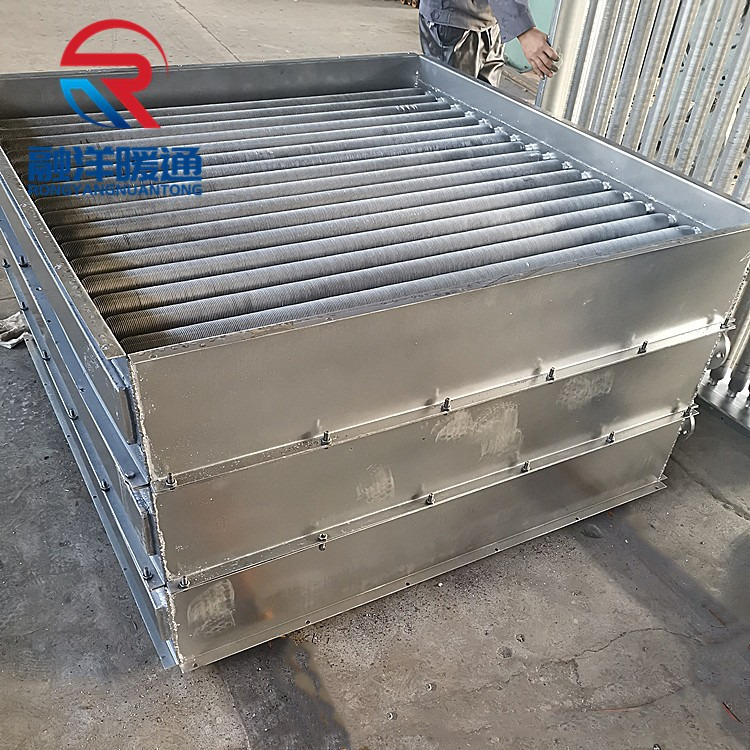
(3)翅片环绕电焊焊接:将待环绕的无缝钢管安裝在翅片环绕自动焊接机上,按照合格的环绕焊接办法电焊焊接翅片,在固定不动滑轨上跋涉时电焊焊接翅片管散热器,直到做到需求的电焊焊接长短;
(4)查验及实验:对绕制好的翅片管逐根进行外观查看及刮声、剥片查看,查验成果应符合图纸及技能要求。然后逐根进行水压实验,实验压力按规划压力1.5倍或图纸要求,保压时间不少于5分钟;
(5)翅片维护:翅片管制作完毕后用压缩风吹扫洁净。经查验供认合格的翅片管、碳钢和合金钢翅片管外外表喷涂防腐油漆,不锈钢翅片管外表喷涂光油;翅片管的两端用盖帽维护,防止水和杂物进入管内