
东莞市广裕塑胶原料有限公司
塑胶原料用途:
时事新闻:

复合材料行业的发展日新月异
聚氨酯树脂因其韧性好、固化快、环保无挥发等优点
以往长期被不饱和树脂和环氧树脂主导的应用领域
正逐渐被替代…
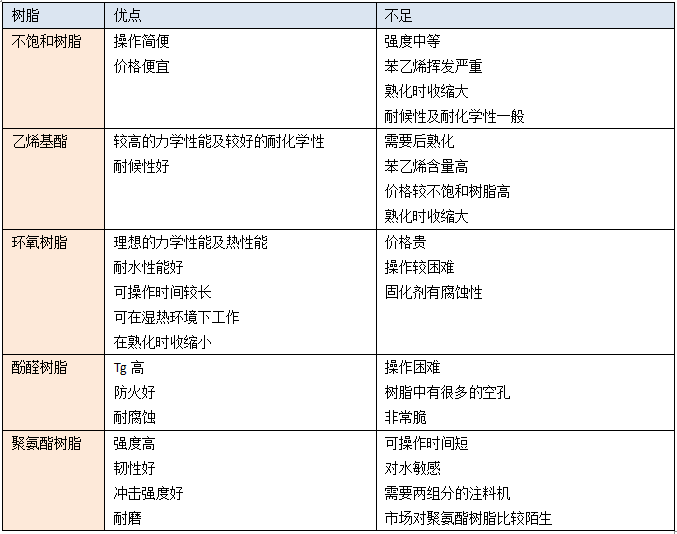
复合材料常用树脂的优缺点
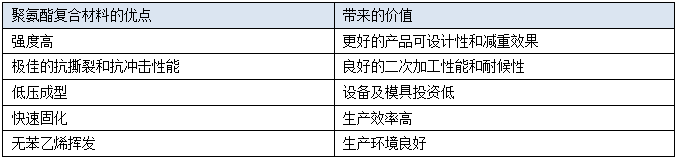
聚氨酯复合材料的优势
聚氨酯复合材料的发展
? 1937年,德国奥托·拜耳发明了聚氨酯。
? 20世纪60年代,拜尔与瑞士CIBA公司开发了RIM(反应注射成型工艺);
? 20世纪70年代,美国GE公司推出RIM自动线;玻纤开始用于RIM增强。
? 20世纪80年代,出现了S-RIM(结构反应注射成型工艺);我国引入了RIM技术
? 20世纪80年代以来20多年间,作为FRSP聚氨酯复合材料工艺主要是RIM
?至今,纤维增强聚氨酯复合材料发展了长纤维注射(LFI)、拉挤、缠绕、树脂传递成型等工艺,主要用不发泡的聚氨酯复合材料生产窗框、电线杆、浴缸、汽车大型部件等制品。
工艺发展使聚氨酯复材的适用性更广
1.R-RIM(反应注射成型)
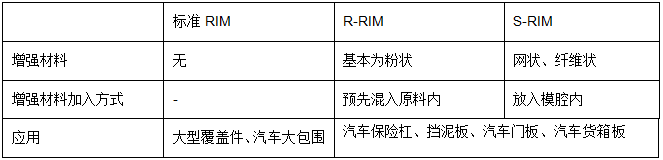
标准的RIM不增强,增强的RIM按增强的材料不同分为R-RIM和S-RIM。
R-RIM(Reinforced Reaction Injection Moulding,增强反应注射成型):以磨碎玻璃纤维等粉状材料增强。
S-RIM(Structural Reaction Injection Moulding,结构反应注射成型):以玻璃纤维织物、短切毡/连续毡、预成型料增强。
VFI(Variable Fiber Injection,可变纤维注射成型):为克服SRIM预放毡和玻璃纤维加入量有限(玻璃纤维量增加,树脂流动性下降,有小气泡)的不足,德国、意大利开发了VFI,直接将玻璃纤维无捻粗纱短切分散进入混料腔,然后与聚氨酯一起注入模具,固化成型。与S-RIM工艺相比,VFI高密度制品性能更好。
2.LFI(长纤维注射成型)
LFI (Long fiber Injection,长纤维注射成型),主要用于生产对力学性能要求较低,但设计更为复杂的车内部件,如仪表盘、内饰板、车身底板等。
该工艺中,切割机从合股纱中切割出25-50毫米长的短切纱,输入温控模具。同时,含有异氰酸酯、多元醇和催化剂的混合物也被输入模具。LFI能够高效地生产出轻质高强的聚氨酯部件。
LFI是令人关注的可替代S-RIM的成型方法。LFI基本是一次作业,而S-RIM需要多道工序:准备玻纤毡,把毡铺入模具,然后注入聚氨酯。由于LFI工艺中纤维和树脂被同时输入,成型时间更短。LFI比S-RIM达到更高的玻璃纤维加入量,还适用于更多的聚氨酯配方,能够制得更轻的制品,性能更好。
汽车行业首先采用了LFI工艺制造的聚氨酯复合材料,用于结构和半结构板材,如车顶组件。据报道,一辆跑车的LFI聚氨酯车顶,比钢制车顶轻20%,刚度比铝车顶或其他玻璃钢车顶高一倍多。
在农用和商业车行业,LFI聚氨酯复合材料用于拖拉机罩、重卡板材、推土机外车身板、公共汽车行李架等。

① 拖拉机罩

② 公共汽车行李架
3.FCS(纤维喷射成型)
聚氨酯复合材料的FCS(纤维复合喷射)技术是一种新颖的解决方案。可应用于大型纤维复合材料制品市场。典型应用是一般用途车辆(如公共汽车、拖拉机等)的车身部件和卡车的挡风板、驾驶室等,同时在建筑和基础设施行业中也有很多潜在应用。

卡车挡风板
手糊法在复合材料制品生产中仍旧很普遍,手糊法的明显优点是设备成本最低,能够制造形状非常复杂的制品。其缺点是人力成本很高,周期长,并且产品质量不稳定。此外,生产中所排放的苯乙烯对健康不利,为减少这一风险,需要额外增加运营成本。而纤维复合喷射技术在满足制品制作要求的同时,可以一定程度避免手糊工艺中存在的不利因素,并且能够得到品质优越的制品。
FCS工艺中采用的4组分混合头提供了选用多种材料的可能性。例如,选择不同的多元醇(最多达3种),就可在同一产品中兼容致密层和泡沫层。泡沫层可减轻产品重量,还可改善声学性能。另一变异方法是使用两种不同的多元醇和两种异氰酸酯。换句话说,该系统可做成两种完全不同的聚氨酯体系,例如产品外层是用脂族聚氨酯制成的耐紫外线皮层,而内层则是一般的聚氨酯。
Baypreg法
这是一种夹芯板的制造工艺。把纸蜂窝等芯材埋在两层玻纤毡之间,用双组份聚氨酯喷射浸渍,然后在闭合模具中压塑并加热固化。这种板材比其他夹芯产品更轻,因而对汽车等用途很有吸引力。典型用途有车身底板、行李仓底板、备胎罩、天窗板等。












