东莞市宏裕塑胶原料有限公司

德国赢创德固赛VESTAKEEP系列PEEK塑料 您要找的型号就在下面:
VESTAKEEP? 属性 产品系列和应用 加工方法
1000 G 非增强,低粘度,易流动 低至中粘度基本规格,可制造齿轮零件、医疗技术用零件、薄膜、板材和半成品等 IM, E (薄膜)
2000 G 非增强,中粘度,润滑 IM, E (薄膜)
2000 G black IM, E (薄膜)
3300 G 非增强,中粘度,润滑 特种级别,可应用于电缆行业 E
4000 G black 非增强,高粘度 高粘度基本规格,可制造齿轮零件、医疗技术用零件、薄膜、板材和半成品等 E, (IM)
L 4000 G 非增强,高粘度,润滑 E, (IM)
5000 G
1000 CF30 30%碳纤 低至中粘度碳纤或玻纤增强复合物,硬度更大,可用于机械、仪器、飞机以及电气工业 IM
2000 CF30 IM
2000 GF30 30% 短切玻纤 IM
3000 CF30 * 30% 碳纤 中粘度碳纤或玻纤增强模塑料,高硬度,低翘曲,可用于壳体零件 (E), IM
3000 GF30* 30% 短切玻纤 (E), IM
4000 CF30 30% 碳纤 高粘度碳纤或玻纤增强模塑料,高硬度,部分低翘曲,可用于机器外壳零件 (E), IM
4000 GF30 30% 短切玻纤 (E), IM
2000 FC30 10%石墨10%碳纤 10%聚四氟乙烯 特种级别,可应用于电气工程、汽车、机械和仪器制造行业中的轴承布置和自动润滑齿轮零件等 IM
3000 FC30 * E, IM
4000 FC30 E, IM
4000 CC20 填充20%陶瓷 高粘度陶瓷填充复合物 E, IM
IM = 注塑, E = 挤出
VESTAKEEP? 粘度 ? 粒径 加工方式
4000 P 高粘度 约500 μm 散布粉末、模压成型
4000 FP 高粘度 约65 μm 模压成型、火焰喷涂
2000 P 中粘度 约500 μm 散布粉末、模压成型
2000 FP 中粘度 约50 μm 模压成型、火焰喷涂、静电喷涂
2000 UFP20 中粘度 约20 μm 火焰喷涂、静电喷涂、分散
1000 P 低粘度 约500 μm 散布粉末
从易流动到高粘度规格
VESTAKEEP?由对苯二酚和4,4′-二氟二苯甲酮经过多级反应缩聚而成。基本品级产品的熔融粘度为100–3,000 Pas(400°C),剪切力较低,为1 sec-1,适于注塑和挤出应用。
我们提供以下规格的产品:
VESTAKEEP? 1000G:非增强,低粘度
VESTAKEEP? 2000G与VESTAKEEP?2000G黑色:非增强,中粘度,润滑
VESTAKEEP? 4000G黑色:非增强,高粘度
VESTAKEEP? L4000G:非增强,高粘度,润滑
VESTAKEEP? 5000G:非增强,高粘度,润滑
流动特性
下图可用作根据VESTAKEEP?复合材料的流动性选择不同规格产品的标准。图中显示了注射压力对基本规格产品流动长度的影响。
图中数值是在180°C的模具温度和360°C到400°C的加工温度下测得的。测量结果基于螺旋流动(6×2mm)。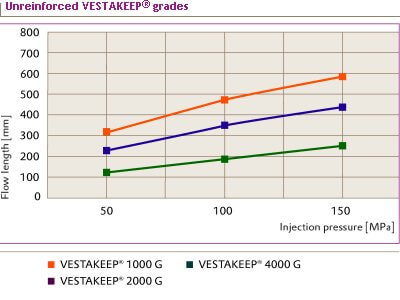
赢创可以为所有普通加工过程提供聚醚醚酮聚合材料,并且都可以在我们的测试中心进行测试。对于注塑和挤出,我们主要提供颗粒形式的VESTAKEEP?聚合物和复合物。对于涂装、激光烧结和模压成型,我们拥有各种粒径的聚醚醚酮粉末。
注塑和挤出
大多数标准螺杆挤出机都可以对VESTAKEEP?进行注塑和挤出。塑炼设备需能承受高达450 °C的加工温度。如有需要,还应对控制器、带式加热器和温度传感器进行调节.
涂装、激光烧结和模压成型
VESTAKEEP?粉末可以通过一系列方式进行加工,如模压成型、静电粉末喷涂、火焰喷涂和散射,还可在水相系统和溶剂型系统中用作悬胶。
注塑
VESTAKEEP?聚合物显著的特性是在注塑工艺过程中具有良好的加工性能。标准三段式螺杆能够在高达430°C的加工温度下工作,可以更加经济地生产出高质量的成型件。
针对复杂的薄壁和厚壁模压制品的生产,赢创可以分别提供特殊低浓度和高浓度规格的聚合材料。这些聚合材料可用于许多应用领域,例如,在微型注塑工艺中,可以精确地再现表面细节;在以外部加热为主的热流道系统中,可以经济地进行加工。
由于加工温度高达360 °C - 400 °C,宣传册VESTAKEEP?-PEEK-聚醚醚酮树脂中在以下方面给出了建议:
塑炼设备
工具钢
模具温度
热流道系统
料筒温度
流动特性
塑炼设备的清洗。
挤出
离开工厂时,VESTAKEEP?的水分含量不超过0.25%(重量)。尽管如此,我们还是建议进行再干燥,以获取高质量规格的挤出物。干燥箱适于对基本粉末进行干燥。我们建议针对薄膜应用领域采用特殊的干燥过程。对于基础规格粉末和颗粒,残留水分量建议低于0.02%(重量)。
挤出物
大多数标准螺杆挤出机只要能在所需加工温度下可靠运行,就可以用于对聚醚醚酮进行加工。
对于螺杆和料筒,我们建议使用耐磨蚀性和耐磨损性足够强的钢和双金属。如果使用传统的氮化零件,应确保VESTAKEEP?熔体不会在表面冷却,并在氮化物层凝固。VESTAKEEP?的附着力强,可在氮化物层形成裂缝,甚至使氮化物层从钢芯脱落。
喷涂
涂装工艺开始之前,预处理过程准备得越充分,形成的附着力就越强。因此,喷涂之前,必须对零件进行喷砂处理,并在适当的溶剂中进行脱脂,以去除杂质,使金属表面达到附着力。
刚玉或白铁矿可用作打沙、除油材料。玻璃珠等球状材料无法使金属表面变粗糙,因此不宜使用。打沙后的去脂去油金属零件会迅速腐蚀,因此应在打沙之后立即进行加工。
无需使用底漆改进来增强它的附着力,也不宜采用锌和铁的磷化层。这些转化层超过200 °C之后会分解,并形成一个分离层,从而影响附着力。
模压成型
模压成型是将原料在模具中进行加压,形成模压制品。模压制品和注塑制品的性能有所不同。通常情况下,模压制品具有更高的结晶度,因此更具刚性、更坚固,但是同时也更脆。
可成行性周期包括:
在模具中增厚聚合物
在高于熔点温度的条件下对系统进行加热
保压阶段,以进一步增厚聚合物
冷却阶段