沧州瑞屹管道设备有限公司

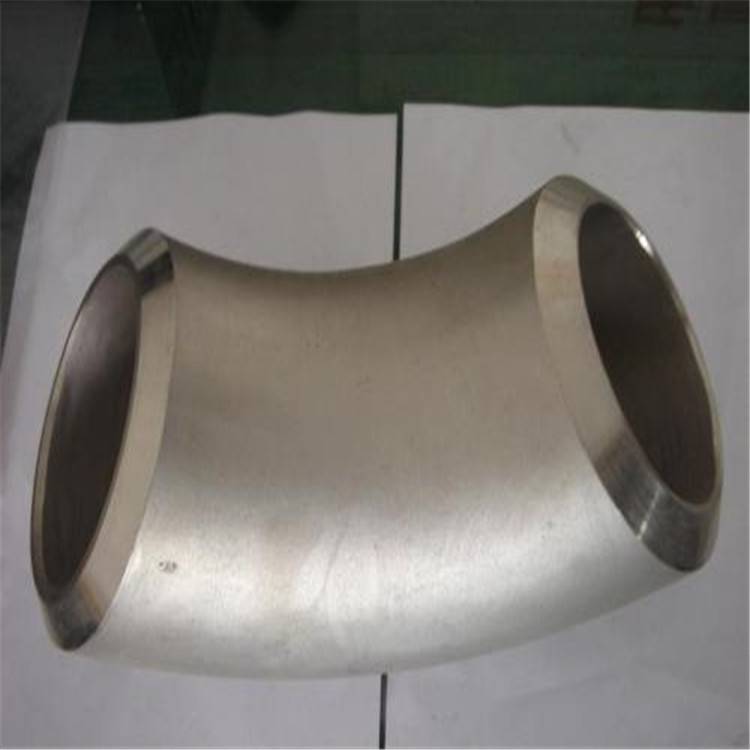
A105弯头A105钢制无缝弯头,长半径弯头是指弯头的曲率半径为管子直径的1.5倍;如果大于1.5倍了,就是弯管的范畴了。短半径弯头是指弯头的曲率半径等于管子的直径,也就是常说的1倍的。长半径的是最常用的,一般默认也是长半径的。
弯头的基本技术进程是:首要焊接一个横截面为多边形的多棱环壳或两端关闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压效果下横截面由多边形逐渐成为圆,最终成为一个圆形环壳,根据需要,一个圆形环壳能够切割成4个90°弯头或6个60°弯头或其它标准的弯头,该技术适用于制作弯头中径与弯头内径比大于1.5的任何标准大型弯头,是当前制作大型碳钢弯头的抱负方法。直缝弯头技能适用于制造工作压力小于10MPa、直缝弯头内径d125mm,直缝弯头中径D与直缝弯头内径d比值D/d?1.5的任何直缝弯头,而直缝弯头中径的巨细不受约束。在施焊现场,将原已施焊的20多个接头割掉,从头按需要加工成坡口。用于毗连两根管子,使管子可成直角概略45°标的目的,与碳钢钢管的链接体例为焊接、法兰毗连、螺纹毗连、承插链接等形式。
无缝弯头:弯头是用于管道转弯处的一种管件。在管道系统所使用的全部管件中,所占比例,约为80%。通常,对不同材料或壁厚的弯头选择不同的成形工艺。制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。
热推弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。 热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。
弯头首先按它的曲率半径来分,可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子外径,即R=1.5D。短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径)若按压力等级来分,大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、Sch100、Sch120、Sch140、Sch160、XXS,其中最常用的是STD和XS两种。按弯头的角度分,有45°弯头,有90°弯头和180°弯头。