沧州瑞屹管道设备有限公司

Q345E钢制对焊无缝弯头Q345E弯头,推制弯头就是推制成型的弯头,现在弯头推制成型时主要的种弯头成型生产制作工艺,先是因为推制成型的弯头也就是推制弯头生产制作速度快。
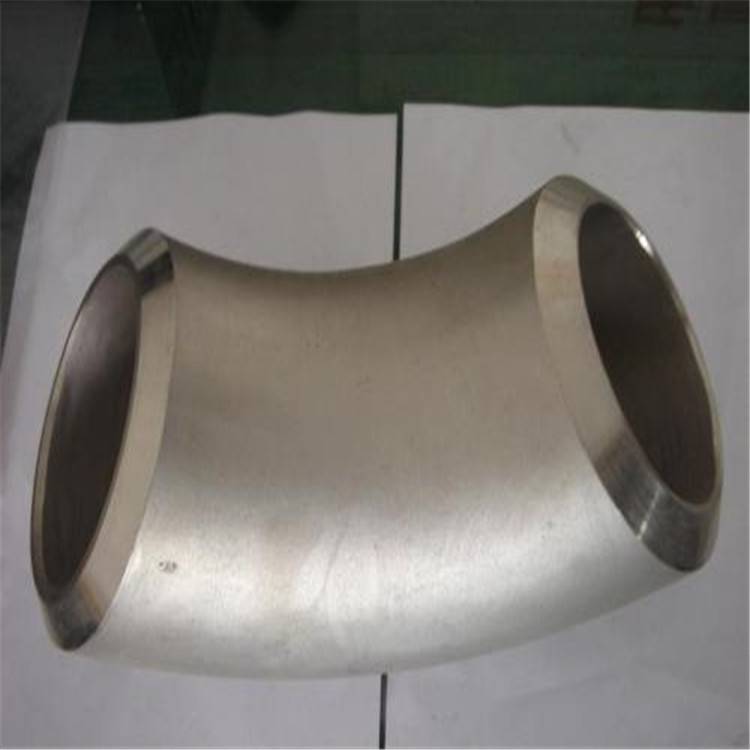
长半径对焊弯头的曲率半径于1.5倍的管子外径,即R=1.5D。短半径对焊弯头的曲率半径于管子外径,即R=1D。式中的D为对焊弯头直径,R为曲率半径。 如没有说明,般选用的是1.5D的弯头。弯头成形工艺是采用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。 热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。轧制无缝弯头管件的质料是圆管坯,圆管胚要颠末切开机的切开加工成长度约为米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。普通较常见的穿孔机是锥形辊穿孔机,这种穿孔机出产效率高,产品质量好,穿孔扩径量大,可穿多种管件。穿孔后,圆管坯就先后被三辊斜轧、连轧或揉捏。揉捏后要脱管定径。定径机经过锥形钻头旋转入钢胚打孔,构成管件。
弯头先按它的曲率半径来分,可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径于1.5倍的管子外径,即R=1.5D。短半径弯头指它的曲率半径于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径)若按压力级来分,大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、Sch100、Sch120、Sch140、Sch160、XXS,其中常用的是STD和XS两种。按弯头的角度分,有45°弯头,有90°弯头和180°弯头。
无缝弯头是指应用于化工、、冶金、纺织部门的管道工程用碳钢、合金钢和奥氏体不锈钢制无缝管件。安装在生产系统或装置上的无缝弯头也如压力容器、压力管道样是在承受定压力和温度的状态下长期使用的,许多弯头甚至是在高温高压状态
其实这样的加工工艺是国际上的厚壁直径产品的的加工办法,我们在进行加工的时候可以采用磁感进行对钢管的局部进行加热,然后在采用局部的喷的办法对产品热变形的区域进行适当的控制,然后采用导辊支承导向由旋转的曲臂夹住管子的前端,然后在推动管子的后端使弯头得到变形,这样的加工方法适用于管壁较厚的产品。