沧州瑞屹管道设备有限公司

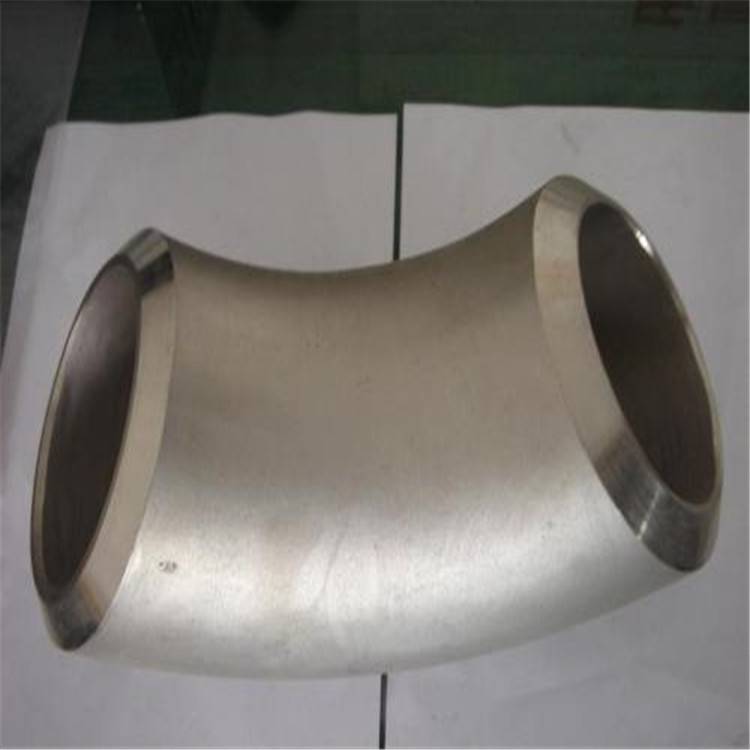
L245M弯管L245M直管段弯头,国标弯头,厚壁弯头,弯头厂,钢制弯头,压制弯头,锻造法兰,冲压法兰,对焊法兰的专业厂家、援用先进的弯头 90°大口径弯头主要的标准国标,电标,中石化标准,船用标准,日标,美标等。,热推弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。 热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。冲压成形弯头是最早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。
弯头扩径成形是采用小于异径管大端直径的管坯,用内冲模沿管坯内径扩径成形。扩径工艺主要解决变径偏大的异径管不易通过缩径成形的情况,有时根据材料和产品成形需要,将扩径与缩径的方法合并使用。
在缩径或扩径变形压制过程中,根据不同材料和变径情况,来确定需采用冷压或热压。一般情况下,需尽量采用冷压,但对多次变径而引起严重的加工硬化的情况,壁厚偏厚的情况或合金钢的材料采用热压比较合适。
弯头机品种很多,液压式、全自动伺服电机式、齿轮结构式、等等 但是对于弯头机模具来说 都是一样的,弯曲管材r的大小决定了轮模的大小、从轮模的大小就衍生到了辅推装置的大小,夹紧、顶紧模具都是根据管材直径大小来决定的,根据管材弯曲的技术要求,是否会在弯曲时因为弯曲半径过小,无法达到正常模式 出现起皱、断裂、变形等等现象。