诸暨裕达管道科技有限公司
天然气管道专用全自动热熔焊接机
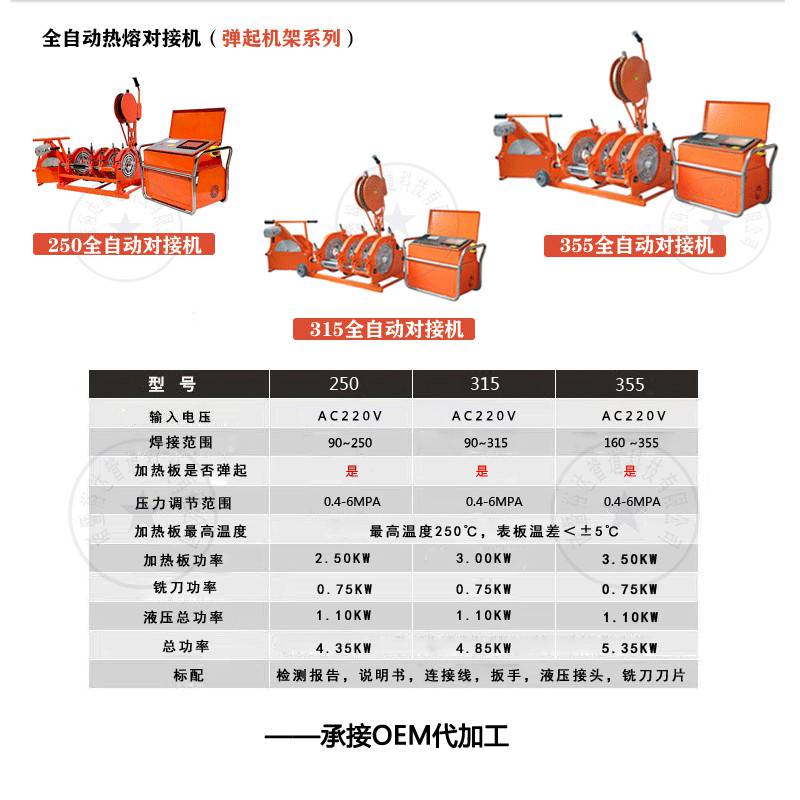
多种规格:90MM-200MM
全自动热熔,可输出焊接报告。
焊接好,加热板自动弹出。
内置多种焊接参数,一键设定,全程监测。
一,全自动热熔对接焊机的特点
①对全过程的时间、温度、压力进行全自动、不间断地控制。
②对每一连接、部件和操作人员的识别。
③焊接参数用条码输入,或根据输入的管径和壁厚由系统自动设定(包括加压压力自动设定)。
④根据环境温度自动补偿加热时间。
⑤能保存焊接参数及操作者代码,可随时查阅,随时在通用打印机上打印输出,入档备查。
二,全自动热熔对接焊接具有的功能。
①可以实现一致、可靠、可重复的操作。
②系统应控制监视并记录焊接过程各阶段的主要参数,以判断每一焊口的状况。
③焊机有数据检索存储装置和数据下载接口,存储容量至少为200个焊口的参数。焊口的参数包括焊机型号、焊机编号、环境温度、焊接日期、焊接时间、焊工代号、工程编号、焊口编 号、焊接的管道元件类型(原材料级别、公称外径、公称壁厚或SDR值)、拖动压力(峰值拖动压力和 动态拖动压力)、加热板温度、成边压力、吸热时间、切换时间、焊接压力、冷却时间等。
④铣削管道元件端面后,能够自动检查管道元件是否夹持牢固。
⑤自动测量拖动压力(峰值拖动压力和动态拖动压力)以及自动补偿拖动压力。
⑥自动监测加热板温度,如果加热板温度没有在设定的工作温度范围内,焊机应无法进行焊接。
⑦加热板插入待焊管道元件之后的所有阶段(加压、成边、降低压力、吸热、切换、加压、保压、冷却)自动进行。
⑧微处理器采用闭环控制系统,在焊接过程中突然出现不符合焊接的参数时,焊机能够自动中断焊接并报警。
热熔对接焊的工艺参数较多,动作过程也比较复杂,因此焊接质量的好坏受人为因素的影响也较大。利用计算机控制焊接的工艺参数和工艺过程,可有效避免人为因素的影响保证焊接接口的质量。
我国在最初使用聚乙烯管道作为燃气压力管道时大多数采用手动/半自动热熔连接,由于受人为因素影响,出现了很多焊口不合格的质量事故,各地燃气公司均有类似案例发生。后来,部分地区采用电熔连接,情况得到改善。为降低工程成本,推动聚乙烯管道事业的发展,做到既安全又经济,国内外一直在研究将人为因素影响降到较低的热熔连接机具,并在1990年开始应用全自动热熔对接焊机,目前国内也大力推广使用全自动热熔焊机。