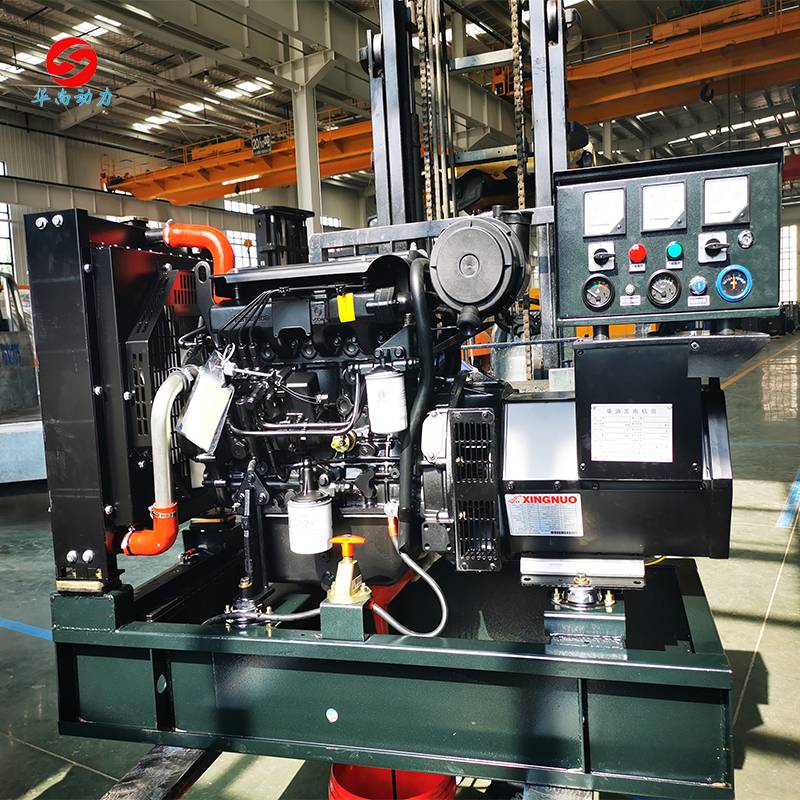
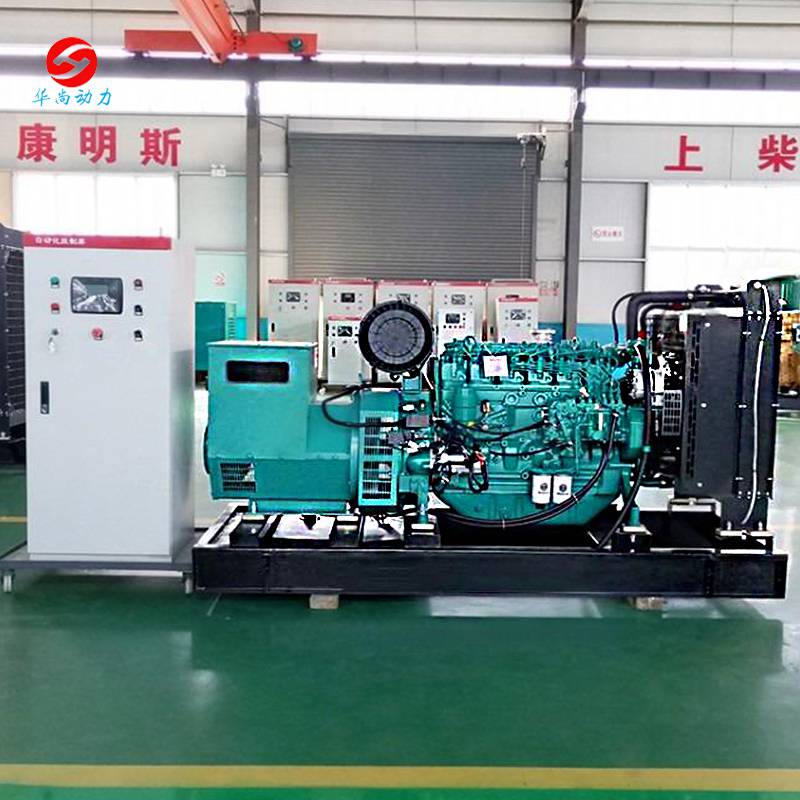
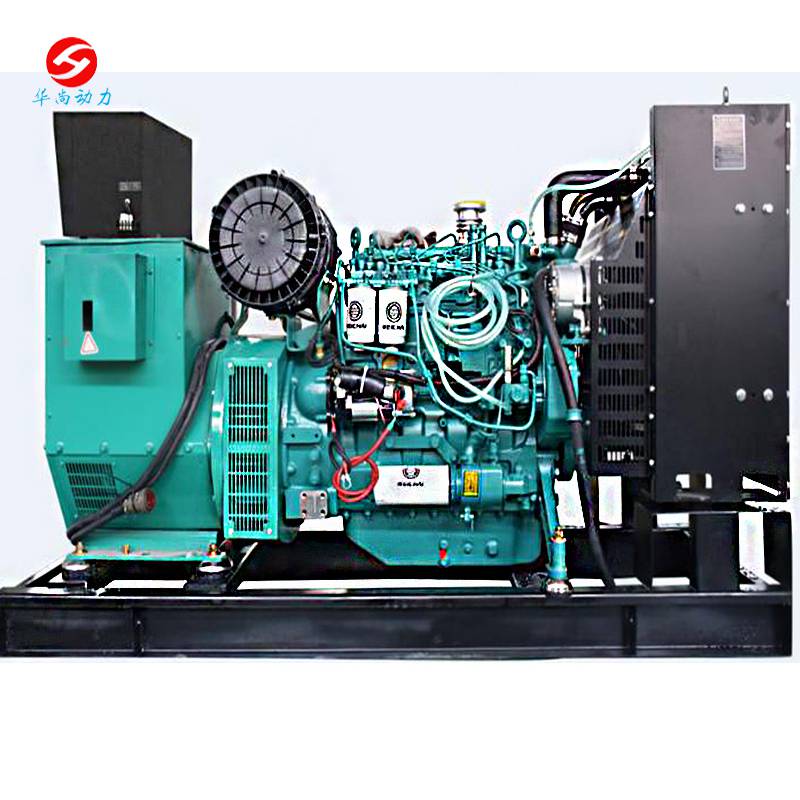
潍坊华尚动力科技有限公司
产品参数:




汽缸套装人汽缸前,应清除缸套外表面、缸体座孔上下端面到承凸肩处内污物和锈迹,严格检查缸盖、机体接触平面的不平度,并检查水套孔周围,机体汽缸安装孔周围是否有凹坑、麻点,如有凹坑、麻点可采用研磨或在铣床上铣平,使其达到技术要求。汽缸套上平面与缸体上平面的差值,以及同一缸盖下各汽缸套之间的高度差必须符合规定要求,且各缸凸出高度要一致,相差量要小于0.05 mm。如不合格应在缸套凸肩与缸体座之间用垫片调整。
用刀口平尺和塞尺检测取一个刀口平尺,将被检气门的杆部放在刀口平尺上,在轻轻转动气门的同时,用塞尺测量气门杆部与刀口平尺之间的间隙,这一间隙的大小即为气门杆的直线度。
用平板检测将气门杆放在平板边缘上进行滚动,用塞尺测量杆部与平板间的间隙,即为气门杆的直线度。
严格检查汽缸体、汽缸盖接合面的平面度,不得大于0.25 mm,否则要进行刮研修理,严重时要铣削平面。铣削量一般不要超过0.5 mm,超过时要加厚汽缸垫,以保证压缩比不变。接合面有严重凹坑的要进行补修,方法是:在凹坑处滴些机油,撒上铸造用的铅粉,调成稠糊状,使其高出平面0.10~0.15 mm,抹平,4h后即可安装缸盖