青岛华鑫盛业铸机有限公司
青岛华鑫厂家直销 Z143 Z145 Z146W Z147 Z149WK Z148WK 微震压实式造型机 蹦蹦机 井盖铸件专用造型机 汽车配件轮毂造型专用铸造
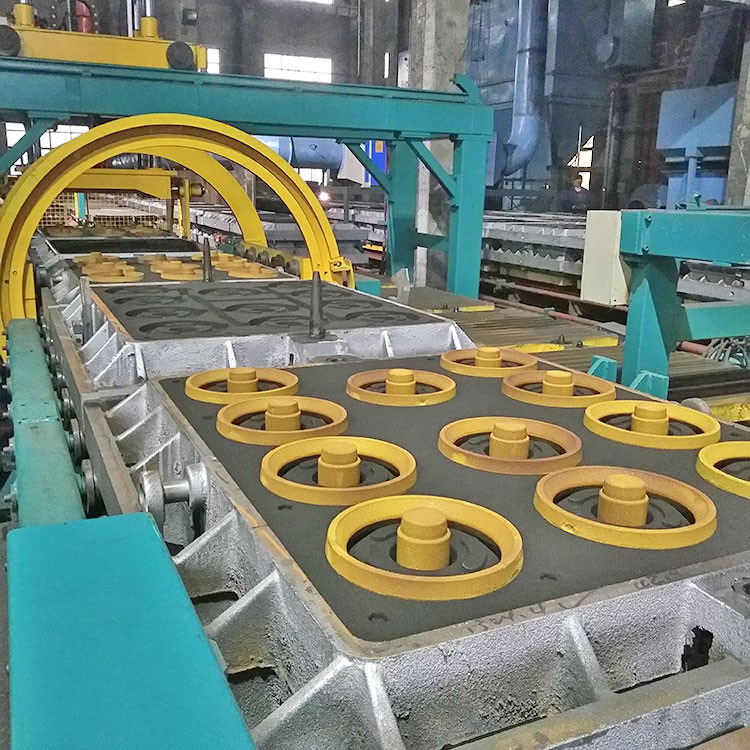
一、造型机用途
本造型机适用于一般铸造车间,也适用于机械化或半机械化的铸造车间上下箱造型。本机采用弹簧缓冲气动威震机构,可以减轻震击对地基的影响,对地基要求不高,起模机构由两起模缸、连杆、同步轴实现同步起模。本机加大了压实缸行程,增加了压实力,同时可根据需要加压震,所造砂型紧实而均匀。

二、 造型机规格
1)砂箱内尺寸(最大)mm 根据型号不同,尺寸不同 1050×930×200
2)工作台台面尺寸mm 根据型号不同,尺寸不同 1200×1030
3)正常工作气压Mpa 0.55
4)压实力(0.55Mpa气压时)Kgf 根据型号不同 16000
5)震击负荷kg 根据型号不同 750
6)压实行程mm 根据型号不同 200
7)起模行程mm 根据型号不同 350
8)压头至工作台最大距离mm 620
9)压头可调范围mm 150
10)生产率 箱/h 40~60
11)外形尺寸mm 根据型号不同 1765×1180×2175
12)总重量kg 根据型号不同 5000
.jpg")
三、铸造用造型机 结构
本机由机身、起模机构、活塞环式震击压实机构、转臂压头部分及气动管路系统部件组成。
a) 机身部分
由机身、工作台、工作台卡紧器等零部件组成,与震实机构底座用螺栓连在一起。机身内装有管路系统部分零件,打开后盖可检修工作台卡紧器和管路部分的压力储油罐。
b) 震压机构
由工作台、震击活塞、震击套、压实活塞、压实缸(即缸座)等组成。
震实进气在工作台左侧,工作台设有震击和压实防转限位导向杆,振动器装在工作台右侧。
压实进气在压实缸底部,通径G3/4”。
震击活塞采用活塞环密封、司气阀设计,更增加震击压实机构的可靠稳定性。
c) 压头转臂部分
由压头板、转臂梁、中心齿轮轴、齿条活塞缸套等组成。用铁棒插进转盘上的孔中,扳动转盘及丝杆旋转,带动压头上下移动,调整压头位置,转臂旋转是由驱动缸中的齿条活塞啮合中心齿轮轴,中心齿轮轴固定在机身体上,由齿条活塞推动转臂绕中心齿轮轴旋转,旋转范围约105°。驱动缸两端有油缓冲机构,使转臂转动平稳。
d) 起模机构
由起模缸、连杆、同步轴、起模顶杆等组成。起模缸采用气压油装置,以保证起模平稳,起模架带动相连在一起的同步杆、同步轴,使两起模油缸同步顶箱起模。
e) 管路系统
输入的压缩空气,经分水滤气器消除压缩空气中的水及杂质,然后经油雾器,注入润滑油,通过各手动操纵阀供给执行元件与机构。本造型机全部动作由四只手动操纵阀控制,其中1号阀为1 1/4”手动球阀,控制造型机的震击缸震击,2号阀为1”中卸式三位手动转阀,手柄左转控制造型机工作台上升压实,手柄右转控制压振动器震动,手柄在中间为排气位置。3号、4号阀为1/2”两位手动转阀,分别控制压头转臂的进与出、起模缸的升与降。全部动作由人工控制。在操作时要注意操纵阀的操作顺序及定位准确,以免造成误动作。
.jpg")
四、 吊运安装和调整
1、 拆箱后用纱绳按吊运图位置进行机器吊运(见图七)
2、 按地基图(图九)进行安装。安装时应保证工作台面的水平度允差0.1/1000.
3、 将操纵阀箱与机器间接管按图编号对应连接好对应连接好。(见图五)
.png")
五、 开车前的准备工作
1) 开车前按图八在各润滑点注满润滑油。
2) 起模气压油罐及起模缸,转臂缓冲油缸分别注入汽轮机油,并检查有无漏油现象。
3) 将分水滤气器放水阀打开,放出其中水分。
4) 油雾器在使用前,应注满30号机油。
5) 检查各操纵阀处于原位始置:1号阀手柄处于关闭位置、2号阀手柄处于中间排气位置、3号阀手柄处于转臂出位置、4号阀手柄处于起模降位置,各机构也应处于相应位置。
6) 型板用螺栓固定在工作台上,调整好压头位置,并推开压头处于出位置。
.jpg")
六、操作方法与操作顺序
1)打开气源球阀,接通压缩空气,放上砂箱及余砂框,砂斗放砂。
2) 转动1号阀手柄使手柄处于震击位置,这是造型机预震开始。
3)转动1号手柄处于关闭位置,预震停止,把砂推平,拿走余砂框。
4)转动3号阀手柄处于转臂进位置,带压头进入工作位置。
5)转动2号阀手柄使手柄处于压实升位置,这时工作台上升,进行压实。如果需要,转动1号阀使手柄处于震击位置,这时进行压震,转动1号阀手柄使阀关闭,压震结束。
6)转动2号阀手柄使手柄处于中间位置,这时压实缸排气,工作台下降。
7)转动3号阀手柄至转臂出位置,转臂及压头转出。
8)转动4号阀手柄处于起模升位置,同时转动2号阀手柄处于震动器位置,震动器震动,起模机构上升顶箱起模。转动2号阀手柄使手柄处于中间位置,震动器停止工作。这是可以将造好的砂型吊出。转动4号阀手柄处于起模降位置,起模缸下降,这时人工放上空砂箱及与砂框,开始造第二型。

七、 调整
1. 压头高度的调整
见图三所示,松开螺钉M24×55,用棍插入转盘1上的孔内,转动转盘压头即可上、下移动至所需要的高度,压头上、下移动的最大距离为150mm。
2. 起模顶杆的调整
见图四,松开顶杆座8与起模梁7的连接螺钉,根据工艺需要调整顶杆位置,顶杆开档尺寸横向最大1160,纵向最大840,但两开档尺寸不能同时最大或同时最小。

八、 维护
1、 使用压缩空气必须经分水过滤器除去其水分。
2、 按机器润滑表进行润滑。
3、 头缓冲缸即压力储油罐内应力加汽轮机油,压力储油罐内油位不低于示油器的最低位置,应经常检查转臂缓冲情况,定期补充缸内损耗的油液。新设备或油路检修后加入油液,动作5次后停止4小时,待系统内气体排尽后再正常工作。
4、定期检修机器,检查机器易损件磨损情况,及时进行更换。
5、操作人员必须熟悉机器结构,性能,操作程序后才能进行操作和使用,并应注意安全。