保定市朗大模具制造有限公司
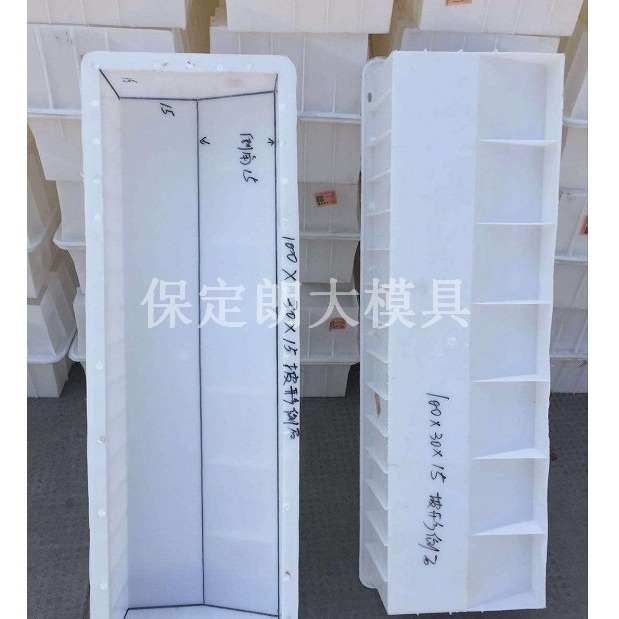
混凝土防撞护栏模具 铁路防撞护栏模具厂家直销
而不是对各个桥梁防撞护栏模具分别进行加工,以减少抬刀、下刀的次数。然而由于加工中表面斜率的变化,如果只定义加工的侧吃刀量,就可能造成在斜率不同的表面上实际步距不均匀,从而影响加工质量。组合防撞墩钢模具的加工解决上述问题的方法是在定义,再定义加工公路防撞护栏模具高度。朗大模具制造厂提供了等步加工砼防撞护栏模具的方式,可保证走桥梁防撞护栏模具不受表面斜率及曲率的限制,保证公路防撞护栏模具使用过程中始终承受均匀的载荷。一般情况下,公路防撞护栏模具精加工曲面的曲率半径应大于刀具半径的1.5倍,以避免进给方向的突然转变。在砼防撞护栏钢模具的高速精加工中,在每次切入、切出工件时,进给方向的改变应尽量采用圆弧或曲线转接。
混凝土防撞护栏模具 铁路防撞护栏模具厂家直销保定市朗大模具制造有限公司生产的路边石塑料模具具有完善的售后保证,我厂有好的的原材料进货渠道和快捷的产品发货渠道,厂家保证货到付款,不满意退还全部货款,我厂讲究的就是诚信二字。由于模具产品的不定型性、单件生产和对特定用户的依赖性,模具技术发展到今天,高新技术的特点已经日趋明显,这也是与高技术的技术装备和发达的软件是密不可分的。企业只有采用精密的自动化的数控技术,先进的CAE、CAD、CAM等软件才能保证其工艺要求。而现在引进先进技术,基本又都是已经商品化了的技术,只能起到一时的作用,效果不明显。所以在引进技术的同时,有能力的企业,要加强对引进技术的二次开发,二次开发可以创新、二次开发会充实和提高技术含量更具有实用性还可以锻炼。保定市朗大模具制造有限公司在未来的发展进程中将不断吸取先进技术,加速产品升级,不断超越自我。致力于为国内外用户提供良好的产品和服务,打造前进的朗大。
保定市朗大模具制造有限公司位于经济高速发展的河北古城--保定,紧邻107国道,京珠高速,京广铁路,京石高铁,距北京136公里,天津157公里,石家庄145公里,地处经济金三角,得天独厚的地理位置为朗大的发展打下了优良的硬件基础,往全国发货极为方便快捷。保定市朗大模具制造有限公司遵循严谨的生产工艺,生产的产品质量稳定,已通过河北省质监局的鉴定。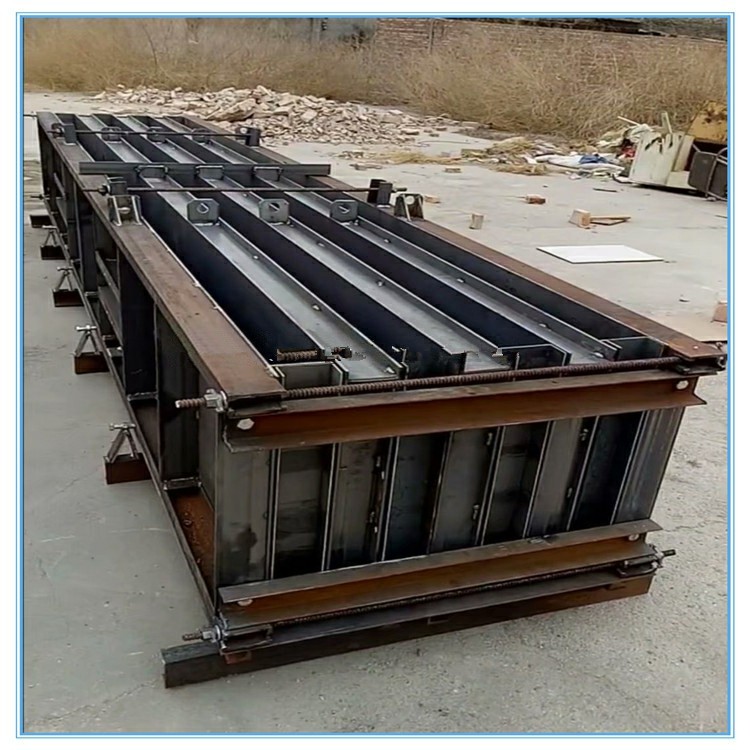
而且要追求加工表面的美观。随着对检查井防撞墙模具技术的研究不断深入,尤其在加工机床、数控系统、刀具系统、CAD/CAM软件等相关技术不断发展的推动下,高速混凝土防撞墙模具技术已越来越多地应用于模具的制造加工。高速公路防撞墙模具技术对模具加工工艺产生了巨大影响,改变了传统中央防撞墙模具模具加工采用的“退火→铣削加工→热处理→磨削”或“电火花加工→手工打磨、抛光”等复杂冗长的工艺流程,甚至可用道路防撞墙模具加工替代原来的全部工序。防撞墙护栏塑料模具加工技术除可应用于淬硬模具型腔的直接加工,在检查井防撞墙模具加工、钢筋混凝土防撞墙模具制造等方面也得到广泛应用。大量生产实践表明,应用防撞墙钢模具技术可节省模具后续加工中约80%的手工研磨时间。

节约加工成本费用近30%,水泥防撞墙模具表面加工精度可达1μm,刀具切削效率可提高一倍。公路防撞护栏模具高速加工工艺及策略。公路防撞护栏模具的粗加工,公路防撞护栏模具粗加工的主要目标是追图1所示为粗加工过程中工件轮廓形状对刀具载荷的影响。由图可见,在公路防撞护栏模具中因切削层金属面积发生变化,导刀具承受的载荷发生变化,使切削过程不稳定,刀具磨损速度不均匀,加工表面质量下降。目前开发的许多CAM软件可通过以下措施保持切削条件恒定,从而获得良好的加工质量。砼防撞护栏模具粗加工时工件轮廓形状对刀具载荷的影响,砼防撞护栏模具恒定的切削载荷。通过计算获得恒定的切削层面积和材料去除率,使切削载荷与刀具磨损速率保持均衡。

以提高刀具寿命和加工质量。防撞墩钢模具避免突然改变刀具进给方向。桥梁防撞墙钢模具避免将刀具埋入工件。如加工模具型腔时,应避免刀具垂直插入工件,而应采用倾斜下刀方式(常用倾斜角为20°~30°),好采用螺旋式下刀以降低刀具载荷;加工模具型芯时,应尽量先从工件外部下刀然后水平切入工件。桥梁防撞墙钢模具刀具切入、切出工件时应尽可能采用倾斜式(或圆弧式)切入、切出,避免垂直切入、切出。高铁防撞墙模具采用攀爬式切削(Climbcutting)可降低切削热,减小刀具受力和加工硬化程度,提高加工质量。高铁防撞墙模具模具半精加工的主要目标是使工件轮廓形状平整,表面精加工余量均匀,这对于工具钢模具尤为重要,因为它将影响精加工时刀具切削层面积的变化及刀具载荷的变化。

从而影响切削过程的稳定性及精加工表面质量。桥梁防撞墙钢模具粗加工是基于体积模型,精加工则是基于面模型。而以前开发的高速防撞墙模具零件的几何描述是不连续的,由于没有描述粗加工后、精加工前加工模型的中间信息,故粗加工表面的剩余加工余量分布及大剩余加工余量均是未知的。因此应对半精加工策略进行优化以保证半精加工后工件表有均匀的剩余加工余量。优化过程包括:高速防撞墙钢模具粗加工后轮廓的计算、大剩余加工余量的计算、大允许加工余量的确定、对剩余加工余量大于大允许加工余量的型面分区(如凹槽、拐角等过渡半径小于粗加工刀具半径的区域)以及半精加工时刀心轨迹的计算等。现有的高铁防撞墙模具高速加工CAD/CAM软件大都具备剩余加工余量分析功能。

并能根据剩余加工余量的大小及分布情况采用合理的半精加工策略。高铁防撞墙遮板模具清除粗加工后剩余加工余量较大的角落以保证后续工序均匀的加工余量。防撞墩钢模具具有相似的功能,如局部铣削工序的剩余加工余量取值与粗加工相等,该防撞墩钢模具工序只用一把小直径铣刀来清除粗加工未切到的角落,然后再进行半精加工;如果砼防撞护栏模具则该工序不仅可清除粗加工未切到的角落,还可完成半精加工。高铁防撞墙遮板模具精加工的桥梁防撞墙钢模具精加工策略取决于刀具与工件的接触点,而砼防撞护栏模具具与工件的接触点随着加工表面的曲面斜率和刀具有效半径的变化而变化。对于由多防撞墩钢模具而成的复杂曲面加工,应尽可能在一个工序中进行连续加工桥梁防撞护栏模具。