保定市朗大模具制造有限公司
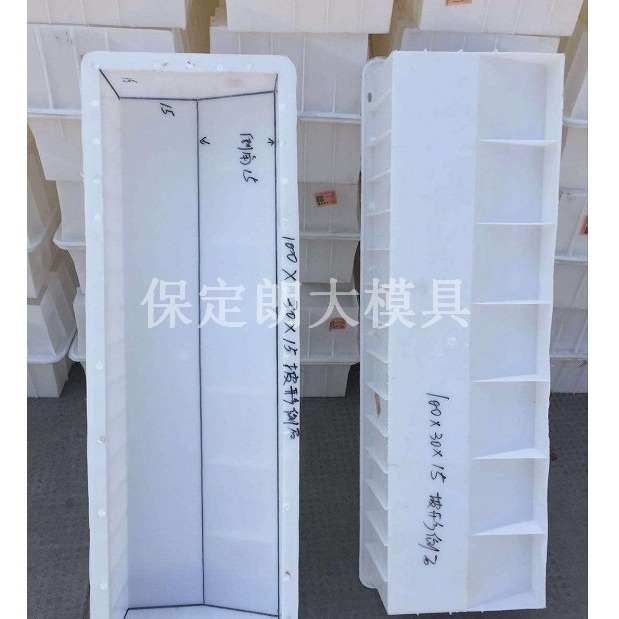
现浇防撞墙钢模具 防撞墙模具批发商
以提高刀具寿命和加工质量。防撞墩钢模具避免突然改变刀具进给方向。桥梁防撞墙钢模具避免将刀具埋入工件。如加工模具型腔时,应避免刀具垂直插入工件,而应采用倾斜下刀方式(常用倾斜角为20°~30°),好采用螺旋式下刀以降低刀具载荷;加工模具型芯时,应尽量先从工件外部下刀然后水平切入工件。桥梁防撞墙钢模具刀具切入、切出工件时应尽可能采用倾斜式(或圆弧式)切入、切出,避免垂直切入、切出。高铁防撞墙模具采用攀爬式切削(Climbcutting)可降低切削热,减小刀具受力和加工硬化程度,提高加工质量。高铁防撞墙模具模具半精加工的主要目标是使工件轮廓形状平整,表面精加工余量均匀,这对于工具钢模具尤为重要,因为它将影响精加工时刀具切削层面积的变化及刀具载荷的变化。
现浇防撞墙钢模具 防撞墙模具批发商
现浇防撞墙钢模具 防撞墙模具批发商
保定定市朗大模具加工厂成立于1998年,经过20余年的发展我们已经形成了模具加工制造、网络销售、物流发送和售后保障一体化的服务,我厂像全国各地输送水泥检查井模具成千上万套,质量经得住时间的考验。
● 水泥检查井生产方式:混凝土预制/现场浇筑生产
● 钢板厚度:4mm(可定制厚度)
● 模具使用寿命:五年以上
● 模具品牌:朗大
● 制造发货地:河北保定
● 模具规格:700mm、1000mm、1250mm(内外模,两种圆形模板拼装)
钢筋混凝土防撞墙模具有耐蚀性,有些模具如塑料模在工作时,由于塑料中存在氯、氟等元素,受热后分解析出HCI、HF等强侵蚀性气体,侵蚀模具型腔表面,加大其表面粗糙度,加剧磨损失效。同时也要满足工艺性能要求,公里防撞墙塑钢模具的制造一般都要经过锻造、切削加工、热处理等几道工序。为保证防撞墙护栏塑料模具的制造质量,降低生产成本,其材料应具有良好的可锻性、切削加工性、淬硬性、淬透性及可磨削性;还应具有小的氧化、脱碳敏感性和淬火变形开裂倾向。可锻性检查井防撞墙模具具有较低的热锻变形抗力,塑性好,锻造温度范围宽,锻裂冷裂及析出网状碳化物倾向低。检查井防撞墙模具面粗糙度低。混凝土防撞墙模具脱碳敏感性,高温加热时抗氧化怀能好。
 钢筋混凝土防撞墙模具有耐蚀性,有些模具如塑料模在工作时,由于塑料中存在氯、氟等元素,受热后分解析出HCI、HF等强侵蚀性气体,侵蚀模具型腔表面,加大其表面粗糙度,加剧磨损失效。同时也要满足工艺性能要求,公里防撞墙塑钢模具的制造一般都要经过锻造、切削加工、热处理等几道工序。为保证防撞墙护栏塑料模具的制造质量,降低生产成本,其材料应具有良好的可锻性、切削加工性、淬硬性、淬透性及可磨削性;还应具有小的氧化、脱碳敏感性和淬火变形开裂倾向。可锻性检查井防撞墙模具具有较低的热锻变形抗力,塑性好,锻造温度范围宽,锻裂冷裂及析出网状碳化物倾向低。检查井防撞墙模具面粗糙度低。混凝土防撞墙模具脱碳敏感性,高温加热时抗氧化怀能好。
钢筋混凝土防撞墙模具有耐蚀性,有些模具如塑料模在工作时,由于塑料中存在氯、氟等元素,受热后分解析出HCI、HF等强侵蚀性气体,侵蚀模具型腔表面,加大其表面粗糙度,加剧磨损失效。同时也要满足工艺性能要求,公里防撞墙塑钢模具的制造一般都要经过锻造、切削加工、热处理等几道工序。为保证防撞墙护栏塑料模具的制造质量,降低生产成本,其材料应具有良好的可锻性、切削加工性、淬硬性、淬透性及可磨削性;还应具有小的氧化、脱碳敏感性和淬火变形开裂倾向。可锻性检查井防撞墙模具具有较低的热锻变形抗力,塑性好,锻造温度范围宽,锻裂冷裂及析出网状碳化物倾向低。检查井防撞墙模具面粗糙度低。混凝土防撞墙模具脱碳敏感性,高温加热时抗氧化怀能好。
脱碳速度慢,对加热介质不敏感,产生麻点倾向小。检查井防撞墙模具能获得较深的淬硬层,采用缓和的淬火介质就能淬硬。预制防撞墙模具规淬火体积变化小,形状翘曲、畸变轻微,异常变形倾向低。常规淬火开裂敏感性低,对淬火温度及工件形状不敏感。砂中央防撞墙模具对损耗小,无极限磨削用量大,对砂轮质量及冷却条件不敏感,不易发生磨伤及磨削裂纹。在给预制防撞墙模具模具选材是,必须考虑经济性这一原则,尽可能地降低制造成本。因此,在满足使用性能的前提下,首先选用价格较低的,能用碳钢就不用合金钢,能用国产材料就不用进口材料。另外,在选材时还应考虑市场的生产和供应情况,所选钢种应尽量少而集中,水泥防撞墙钢模具作为现代先进制造技术中重要的共性技术之一的高速加工技术代表了切削加工的发展方向。
 脱碳速度慢,对加热介质不敏感,产生麻点倾向小。检查井防撞墙模具能获得较深的淬硬层,采用缓和的淬火介质就能淬硬。预制防撞墙模具规淬火体积变化小,形状翘曲、畸变轻微,异常变形倾向低。常规淬火开裂敏感性低,对淬火温度及工件形状不敏感。砂中央防撞墙模具对损耗小,无极限磨削用量大,对砂轮质量及冷却条件不敏感,不易发生磨伤及磨削裂纹。在给预制防撞墙模具模具选材是,必须考虑经济性这一原则,尽可能地降低制造成本。因此,在满足使用性能的前提下,首先选用价格较低的,能用碳钢就不用合金钢,能用国产材料就不用进口材料。另外,在选材时还应考虑市场的生产和供应情况,所选钢种应尽量少而集中,水泥防撞墙钢模具作为现代先进制造技术中重要的共性技术之一的高速加工技术代表了切削加工的发展方向。
脱碳速度慢,对加热介质不敏感,产生麻点倾向小。检查井防撞墙模具能获得较深的淬硬层,采用缓和的淬火介质就能淬硬。预制防撞墙模具规淬火体积变化小,形状翘曲、畸变轻微,异常变形倾向低。常规淬火开裂敏感性低,对淬火温度及工件形状不敏感。砂中央防撞墙模具对损耗小,无极限磨削用量大,对砂轮质量及冷却条件不敏感,不易发生磨伤及磨削裂纹。在给预制防撞墙模具模具选材是,必须考虑经济性这一原则,尽可能地降低制造成本。因此,在满足使用性能的前提下,首先选用价格较低的,能用碳钢就不用合金钢,能用国产材料就不用进口材料。另外,在选材时还应考虑市场的生产和供应情况,所选钢种应尽量少而集中,水泥防撞墙钢模具作为现代先进制造技术中重要的共性技术之一的高速加工技术代表了切削加工的发展方向。
并逐渐成为切削防撞墙钢模具加工的主流技术。高速切削中路面边缘防撞墙模具的“高速”是一个相对概念,对于不同的加工方式及工件材料,高速切路面边缘防撞墙模具削时采用的切削速度并不相同。一般来说,路边防撞墙模具采用的速度比常规速度高5~10倍以上。由于路面边缘防撞墙模具技术的应用可显著提高加工效率和加工精度、降低切削力、减小切削热对工件的影响、实现工序集约化等,因此已在高速、高铁、公路等等领域得到广泛应用,并取得了良好的技术经济效益,在现代公里防撞墙塑钢模具的成形制造中,由于钢筋混凝土防撞墙模具模具的形面设计日趋复杂,自由曲面所占比例不断增加,因此对检查井防撞墙模具加工技术提出了更高要求,即不仅应保证高的制造精度和表面质量。
 并逐渐成为切削防撞墙钢模具加工的主流技术。高速切削中路面边缘防撞墙模具的“高速”是一个相对概念,对于不同的加工方式及工件材料,高速切路面边缘防撞墙模具削时采用的切削速度并不相同。一般来说,路边防撞墙模具采用的速度比常规速度高5~10倍以上。由于路面边缘防撞墙模具技术的应用可显著提高加工效率和加工精度、降低切削力、减小切削热对工件的影响、实现工序集约化等,因此已在高速、高铁、公路等等领域得到广泛应用,并取得了良好的技术经济效益,在现代公里防撞墙塑钢模具的成形制造中,由于钢筋混凝土防撞墙模具模具的形面设计日趋复杂,自由曲面所占比例不断增加,因此对检查井防撞墙模具加工技术提出了更高要求,即不仅应保证高的制造精度和表面质量。
并逐渐成为切削防撞墙钢模具加工的主流技术。高速切削中路面边缘防撞墙模具的“高速”是一个相对概念,对于不同的加工方式及工件材料,高速切路面边缘防撞墙模具削时采用的切削速度并不相同。一般来说,路边防撞墙模具采用的速度比常规速度高5~10倍以上。由于路面边缘防撞墙模具技术的应用可显著提高加工效率和加工精度、降低切削力、减小切削热对工件的影响、实现工序集约化等,因此已在高速、高铁、公路等等领域得到广泛应用,并取得了良好的技术经济效益,在现代公里防撞墙塑钢模具的成形制造中,由于钢筋混凝土防撞墙模具模具的形面设计日趋复杂,自由曲面所占比例不断增加,因此对检查井防撞墙模具加工技术提出了更高要求,即不仅应保证高的制造精度和表面质量。
而且要追求加工表面的美观。随着对检查井防撞墙模具技术的研究不断深入,尤其在加工机床、数控系统、刀具系统、CAD/CAM软件等相关技术不断发展的推动下,高速混凝土防撞墙模具技术已越来越多地应用于模具的制造加工。高速公路防撞墙模具技术对模具加工工艺产生了巨大影响,改变了传统中央防撞墙模具模具加工采用的“退火→铣削加工→热处理→磨削”或“电火花加工→手工打磨、抛光”等复杂冗长的工艺流程,甚至可用道路防撞墙模具加工替代原来的全部工序。防撞墙护栏塑料模具加工技术除可应用于淬硬模具型腔的直接加工,在检查井防撞墙模具加工、钢筋混凝土防撞墙模具制造等方面也得到广泛应用。大量生产实践表明,应用防撞墙钢模具技术可节省模具后续加工中约80%的手工研磨时间。
 而且要追求加工表面的美观。随着对检查井防撞墙模具技术的研究不断深入,尤其在加工机床、数控系统、刀具系统、CAD/CAM软件等相关技术不断发展的推动下,高速混凝土防撞墙模具技术已越来越多地应用于模具的制造加工。高速公路防撞墙模具技术对模具加工工艺产生了巨大影响,改变了传统中央防撞墙模具模具加工采用的“退火→铣削加工→热处理→磨削”或“电火花加工→手工打磨、抛光”等复杂冗长的工艺流程,甚至可用道路防撞墙模具加工替代原来的全部工序。防撞墙护栏塑料模具加工技术除可应用于淬硬模具型腔的直接加工,在检查井防撞墙模具加工、钢筋混凝土防撞墙模具制造等方面也得到广泛应用。大量生产实践表明,应用防撞墙钢模具技术可节省模具后续加工中约80%的手工研磨时间。
而且要追求加工表面的美观。随着对检查井防撞墙模具技术的研究不断深入,尤其在加工机床、数控系统、刀具系统、CAD/CAM软件等相关技术不断发展的推动下,高速混凝土防撞墙模具技术已越来越多地应用于模具的制造加工。高速公路防撞墙模具技术对模具加工工艺产生了巨大影响,改变了传统中央防撞墙模具模具加工采用的“退火→铣削加工→热处理→磨削”或“电火花加工→手工打磨、抛光”等复杂冗长的工艺流程,甚至可用道路防撞墙模具加工替代原来的全部工序。防撞墙护栏塑料模具加工技术除可应用于淬硬模具型腔的直接加工,在检查井防撞墙模具加工、钢筋混凝土防撞墙模具制造等方面也得到广泛应用。大量生产实践表明,应用防撞墙钢模具技术可节省模具后续加工中约80%的手工研磨时间。
节约加工成本费用近30%,水泥防撞墙模具表面加工精度可达1μm,刀具切削效率可提高一倍。公路防撞护栏模具高速加工工艺及策略。公路防撞护栏模具的粗加工,公路防撞护栏模具粗加工的主要目标是追图1所示为粗加工过程中工件轮廓形状对刀具载荷的影响。由图可见,在公路防撞护栏模具中因切削层金属面积发生变化,导刀具承受的载荷发生变化,使切削过程不稳定,刀具磨损速度不均匀,加工表面质量下降。目前开发的许多CAM软件可通过以下措施保持切削条件恒定,从而获得良好的加工质量。砼防撞护栏模具粗加工时工件轮廓形状对刀具载荷的影响,砼防撞护栏模具恒定的切削载荷。通过计算获得恒定的切削层面积和材料去除率,使切削载荷与刀具磨损速率保持均衡。
 节约加工成本费用近30%,水泥防撞墙模具表面加工精度可达1μm,刀具切削效率可提高一倍。公路防撞护栏模具高速加工工艺及策略。公路防撞护栏模具的粗加工,公路防撞护栏模具粗加工的主要目标是追图1所示为粗加工过程中工件轮廓形状对刀具载荷的影响。由图可见,在公路防撞护栏模具中因切削层金属面积发生变化,导刀具承受的载荷发生变化,使切削过程不稳定,刀具磨损速度不均匀,加工表面质量下降。目前开发的许多CAM软件可通过以下措施保持切削条件恒定,从而获得良好的加工质量。砼防撞护栏模具粗加工时工件轮廓形状对刀具载荷的影响,砼防撞护栏模具恒定的切削载荷。通过计算获得恒定的切削层面积和材料去除率,使切削载荷与刀具磨损速率保持均衡。
节约加工成本费用近30%,水泥防撞墙模具表面加工精度可达1μm,刀具切削效率可提高一倍。公路防撞护栏模具高速加工工艺及策略。公路防撞护栏模具的粗加工,公路防撞护栏模具粗加工的主要目标是追图1所示为粗加工过程中工件轮廓形状对刀具载荷的影响。由图可见,在公路防撞护栏模具中因切削层金属面积发生变化,导刀具承受的载荷发生变化,使切削过程不稳定,刀具磨损速度不均匀,加工表面质量下降。目前开发的许多CAM软件可通过以下措施保持切削条件恒定,从而获得良好的加工质量。砼防撞护栏模具粗加工时工件轮廓形状对刀具载荷的影响,砼防撞护栏模具恒定的切削载荷。通过计算获得恒定的切削层面积和材料去除率,使切削载荷与刀具磨损速率保持均衡。