江苏前山管道技术有限公司
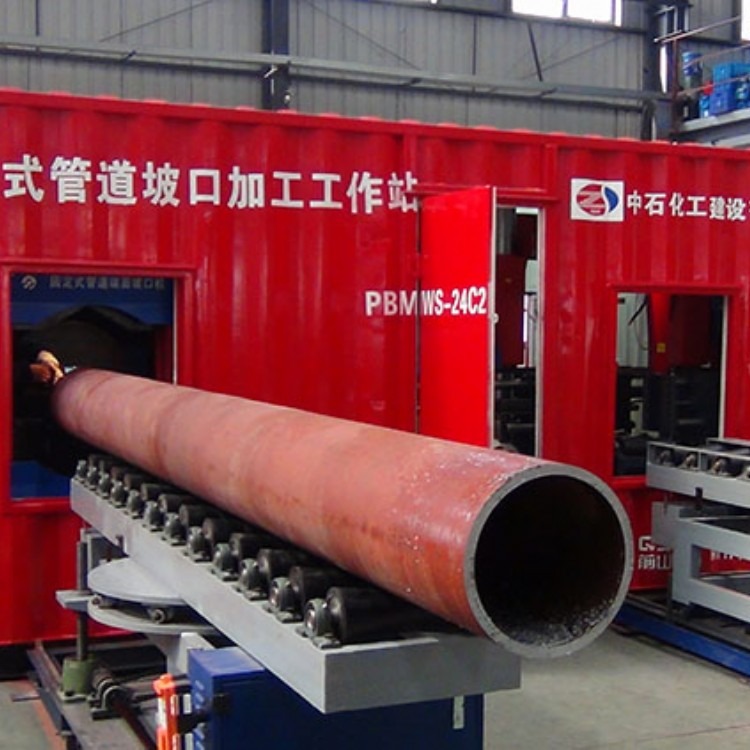
分体式管道自动焊机(厚壁型)
产品型号:SPAWM-24Ab/32Ab/48Aa/64Aa
适用管径:DN400/DN600/DN800/DN1200/DN1600
性能特点:
1.管道自动焊机适合于配置在管道预制生产线;
2.管道自动焊机大大提高流水作业性能;
3.管道自动焊机可以焊接驱动系统和立柱横臂系统分离;
4.管道自动焊机可以焊接驱动系统可沿轨道行走;
5.标配林肯Flextech650多功能焊接电源;
6.采用QSPT打底焊接技术,进行TIG/MIG打底焊接;
7.管道自动焊机TIG/MIG/MAG/SAW填充、盖面焊接;
8.流线型焊接控制箱+铝合金线控盒操作;
9.管道自动焊机是厚壁管道预制生产线的机型。
Max. DN1600
Max. 60mm
Max. 600DI/D(MIG+ SAW)
分体式设计
上下料变轻松
滚轮驱动、滚轮压紧、伸缩臂焊接
超强扭矩:13200N.m
标配:林肯Flextech650
TIG/MIG/ SAW
Max. 顶12名焊工
流水线设备
在管道自动焊机系统里,为了实现提高焊接效率,常常需要做成多工位自动焊接,主要包括上料位、装夹位、焊接位、冷却位或检测位、下料位,从而形成一整套自动化系统,一次性完成工件从装配,焊接,检测到输出的工作。右图即为一个汽车推杆推板三工位自动焊机,有上料下料位,焊接位,检测位。 由焊接机器人组成的自动焊机系统里面,也常常采用双工位或者多工位焊接,在机器人的长臂覆盖范围内,可以从一个工位转换到另一工位,从而实现多工位焊接。
零部件的焊接工作,常常包括一条或多条焊缝,也常常包括多个零件组焊成一个零件。比如我们常用的热水器内胆,汽车贮气筒筒体等,包括钢板卷圆后的直缝焊接,两端封头与筒体的环缝焊接,出水嘴或出气嘴与筒体或端盖的环缝焊接,内胆或筒体的挂架焊接,组焊完成为一个零件,即热水器内胆或贮气筒。要实现每种焊接方式的自动完成,需要从一个工位自动转换到另一个工位,从而形成流水化生产作业,实现自动焊接。
管道自动焊机要实现自动焊接生产,必须实现自动定位,自动夹紧,自动松开等装夹装置,才能使产品的焊接实现效率提高,焊接质量稳定,大批量生产。