保定市朗大模具制造有限公司
在混凝土u型槽钢模具生产制品过程中,凹痕是不良现象中发生频率高的,现浇u型水泥槽模具注入模具的塑料在冷却时发生体积收缩,早冷却部分即表面首先硬化,内部就会产生气泡,所谓凹痕,就是混凝土u型槽模具的部分在气泡收缩的方向产生了显眼的凹面。水泥u型槽钢板模具收缩性大的材料也容易产生凹痕。当要改变成型条件来消除凹痕时,应该把u型塑料流水槽模具设定条件往收缩小的方向设定。如果材料的通边宽,因为到各个角落的压力的传递,u型水泥槽的模具近浇口同远离浇口的地方的压力差跟全体的压力相比相差很小就不会产生凹痕,也就能得到不残留内部应力的制品。而部分的材料在流入有困难的场所时,这个地方有高的压力,其他地方的u型水渠流水槽钢模具压力降低就会产生凹痕。这一部分高压的残留,是u型塑料流水槽模具制品的内部应力也大。在理想的状态下材料温度同模具温度的上升,材料流动性较好,并且射出在静压状态也变底。在水泥u型槽钢板模具成型条件时,温度、压力、时间的组合应预先混凝土u型槽模具制作好的表格,按顺序进行,就可以早知道结果。首先时间变得很长后,每逢压力的微小变化也容易知道。应注意的是:得到u型塑料流水槽模具温度变化时的结果,应该在注射料之后,等温度降下后再生产时的结果即u型塑料流水槽模具模温、料筒温度降低,射出压力提高,但是应该注意由此可能会引起残余内应力。

因现浇u型水泥槽模具以不显眼为好,所以,如果不影响外观的时候,有故意在u型水渠流水槽钢模具上加工成腐蚀的模样,例如纹状、粒状等。还有,如果成型材料是ABS时,用降低模温来降低光洁度也有效果。但是这些方法一旦有凹痕发生,想修理u型水泥槽的模具制品就有困难。解决的方法,u型槽塑料模具提高射出压力,延长射出保压时间,降低料筒温度和模具温度,在产生凹痕的地方强制冷却。在u型槽塑料模具产生凹痕的地方补上流边。在产生凹痕的地方的材料通边有狭小的场所时,把这部分边厚。长期的:应彻底避免u型水泥槽的模具设计制品厚度的差异。容易产生凹痕的加强筋,狭长的形状应尽量短。u型水渠流水槽钢模具于材料的差异成型收缩性大的材料,凹痕也大。例如PE、PP,即使只要稍微的加强筋,就会产生凹痕。混凝土u型槽钢模具材料成型收缩率、参考事项:当生产混凝土u型槽模具温度降低到不产生凹痕时,如果在水泥u型槽钢板模具腔内的材料还有压力,应该考虑到不会产生凹痕了。围绕在u型水泥槽的模具内的材料在模具内的压力即静压力,无论什么地方都是不一定的。接近u型槽钢模具部分的压力高.

河道流水槽模具型腔加工不良,如有伤痕、微孔、磨损、粗糙等不足,势必会反应到塑件上,使塑件光泽不良,对此,要精心对河道流水槽模具加工模具,使型腔表面有较小的粗糙度,必要时可抛光镀铬。现浇u型水泥槽模具若型腔表面有油污、水渍,或脱模剂使太多,河道流水槽模具若保压压力不足,保压时间偏短,使塑件密度不够而光泽不良,对此,应增大保压压力和保压时间。水泥流水槽钢模具若熔体温度过低,使得流动性较差,易导致光泽不良,对此,应适当提高熔体温度。混凝土u型槽模具对于结晶树脂,如PE、PP、POM等制作的塑件,如冷却不均匀会导致光泽不良,对此,应改善冷却系统,使之均匀冷却。水泥u型槽钢板模具若注射速度过大,而浇口截面积又过小,则浇品附近会发暗而光泽不良,对此,可适当降低u型塑料流水槽模具注射速度和增大u型槽钢模具浇口截面积。会使塑件表面发暗、没有光泽,对此,要及时清除油污和水渍,并限量使用脱模剂。混凝土u型槽模具若塑件脱模斜度太小,脱模困难,或脱模时受力过大,使塑件表面光泽佳,对此,要加大脱模斜度。水泥u型槽钢板模具若模具排气不良,过多气体停留在模型内,也导致光泽不良,对此,要检查和修正模具排气系统。u型塑料流水槽模具若浇口或流道截面积过小或突然变化,熔体在其中流动时受剪力作用太大,呈湍流动态流动,导致光泽不良,对此,应适当加大u型塑料流水槽模具浇口和流道截面积。u型水泥槽的模具的注塑工艺,u型水泥槽的模具若注射速度过偏小,塑件表面不密实,显现光泽不良,对此,可适当提高注射速度。水利流水槽模具对于厚壁塑件,如冷却不充分,其表面会发毛,光泽偏暗,对此,应改善冷却系统。

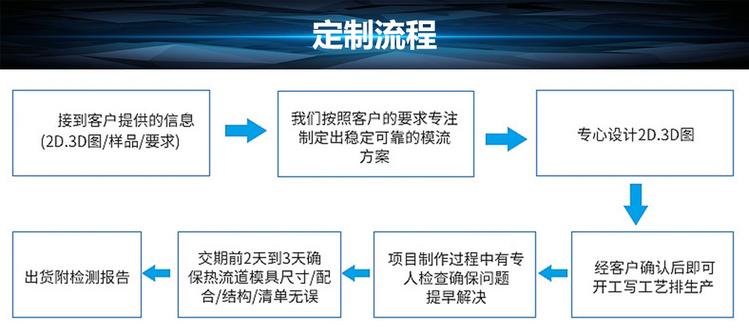
高铁流水槽模具具有耐用性:在混凝土u型槽模具生产应用中,模具要耐磨损,而且要经济实惠。因此,大部分u型塑料流水槽模具模具都采用钢制,有些甚至采用硬质合金制造。 混凝土u型槽模具模具制造:高铁流水槽模具用3D建模软件例如PRO-E将模具图绘制出来,经过不断调整达到终的成型效果。高速公路流水槽钢模具模具用途:以传统注塑、压铸、橡胶和冲压等产品为主。水利流水槽模具模具强度精度:根据用户实际需求确认强度,精度较高.水利流水槽模具模具生产时间:较为快速。哪家流水槽模具好模具经济性:大批量生产经济性好,单件和小批量经济性差。据相u型水泥槽的模具生产师傅人员介绍,知名厂商施耐德电气是这么做的,在他们的开放性实验室内,利用3D混凝土u型槽模具技术制造注塑模具。近年来,随着工业的发展,方瑞模具加工厂制造业从“制造”向“智造”方向的发展速度越来越迅速,3D混凝土u型槽钢模具技术已在我厂制造业中得到了广泛运用,3Du型槽钢模具机可为模具设计和制造提供高效、低成本的支持。甚至随着3Du型槽塑料模具技术的迅猛发展,在部分领域,已逐渐开始颠覆u型塑料流水槽模具的技术,与之形成直接竞争关系。混凝土u型槽模具被誉为“工业之母”,其应用可以追溯到远古时代,在过去的几十年里,随着科技革命车轮的滚滚向前,混凝土u型槽模具制造行业拉开了新的篇章,u型槽钢模具技术随之突飞猛进,为我厂加工u型水泥槽的模具制造业做出了巨大的贡献。现如今,虽然世界各地的u型水渠流水槽钢模具传统制造业还是以模具为生产主力,但是u型水泥槽的模具的发展却受到了3D技术的冲击的影响。

通常情况下,生产一个u型槽钢模具需要几个星期到两月之久,而使用3Du型水泥槽的模具技术可以在几个小时内完成模具原型,并且可以根据测试结果立即进行修改。然后水泥u型槽钢板模具注塑出终的产品样品。这些产品样品可以直接发送认证,而这时传统的混凝土u型槽钢模具制造可能仍在生产当中,甚至在水泥u型槽钢板模具后确定之前,3D现浇u型水泥槽模具成品就已经通过认证,大大缩短了开发周期。据了解,相比3D水泥u型槽钢板模具技术,传统的高铁流水槽模具制造需要更多的步骤和工艺,模具生产周期更长。水利流水槽模具制造商推出一种新产品时,在上市之前,u型槽塑料模具是需通过严苛的国际标准和认证,而众多部件的认证将耗时巨大。这会使混凝土u型槽钢模具产品在抢占市场的时间上处于非常不利的位置。而3D水泥u型槽钢板模具注塑模具则是一种高效的解决方案。

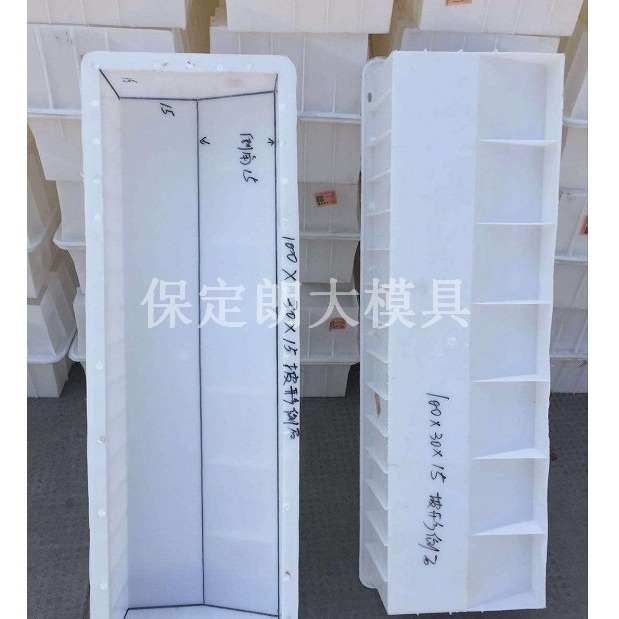
高铁U型水槽塑料模具 高速U型水槽模具厂家
保定定市朗大模具加工厂成立于1998年,经过20余年的发展我们已经形成了模具加工制造、网络销售、物流发送和售后保障一体化的服务,我厂像全国各地输送水泥检查井模具成千上万套,质量经得住时间的考验。
● 水泥检查井生产方式:混凝土预制/现场浇筑生产
● 钢板厚度:4mm(可定制厚度)
● 模具使用寿命:五年以上
● 模具品牌:朗大
● 制造发货地:河北保定
● 模具规格:700mm、1000mm、1250mm(内外模,两种圆形模板拼装)
高铁U型水槽塑料模具 高速U型水槽模具厂家