吴中区临湖欧泽机械厂
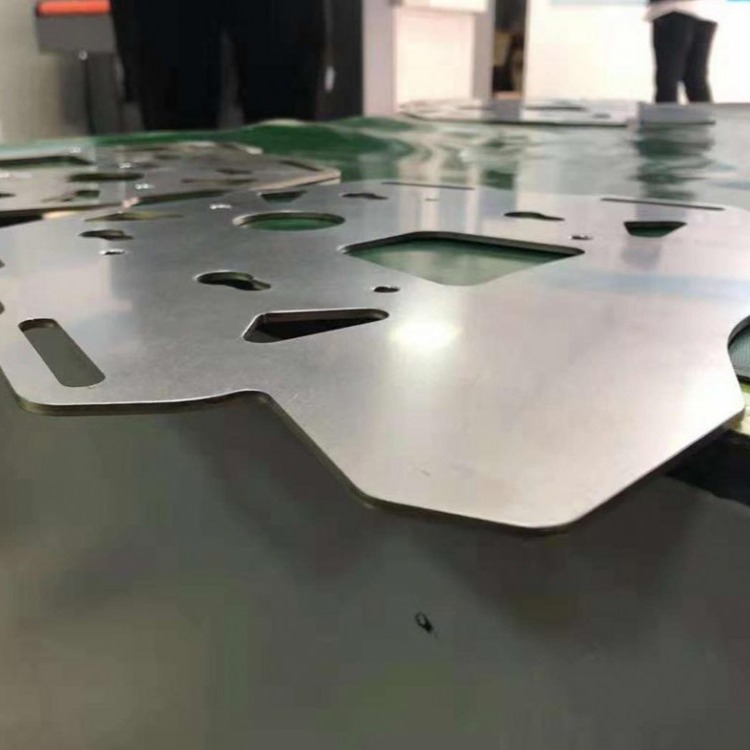
钣金件去毛刺机
粉末冶金产品因其工艺和材质的特性,使得粉末冶金产品的力学、机械性能与普通的金属材料有很大的差异,因而其去毛刺的方法、过程、设备与普通的机械加工金属材料相差很大。经查 阅 国 内外关于粉末冶金产品去毛刺技术的文献,没有发现有关这方面的报道而在实际生产实践中大部分企业一是借用一些机械加工金属材料零件去毛刺的方式,二是各企业从加工实用性出发,凭经验进行设备改造。
对于 一 些 产品对毛刺、表面粗糙度要求很高、产品尺寸比较大的粉末冶金材料零件去毛刺使用普通金属材料常用的磨料振动去毛刺方式,不仅会造成零件表面敲毛碰伤、表面粗糙度下降,而且对于一些对毛刺要求极为苛刻的传动件来看,微小的残余毛刺会影响到产品的使用性能;使用普通金属材料常用的电化学去毛刺方式因粉末冶金材料多孔的特点,孔隙中残余的电解介质造成产品腐蚀和生锈;同样使用普通金属材料常用的热力去毛刺方式对此类粉末冶金材料零件也难以适用,因为这种方法对于粉末冶金材料来讲,一般物理机械性能要求不是很高,对产品表层的金相组织、显微硬度、表面层化学元素产生影响,而且材料孔隙对产品的抗热变形性能也有影响,如摩托车离合器中的各类从动齿轮、汽车发动机中的齿形皮带轮、油泵齿轮、压缩机中的缸体、缸盖等产品,不仅影响部件的综合使用性能,而且影响产品的装配性能,是用户最易发现、抱怨最严重的问题。对于此类产品去毛刺普通的金属材料零件是难于满足要求。
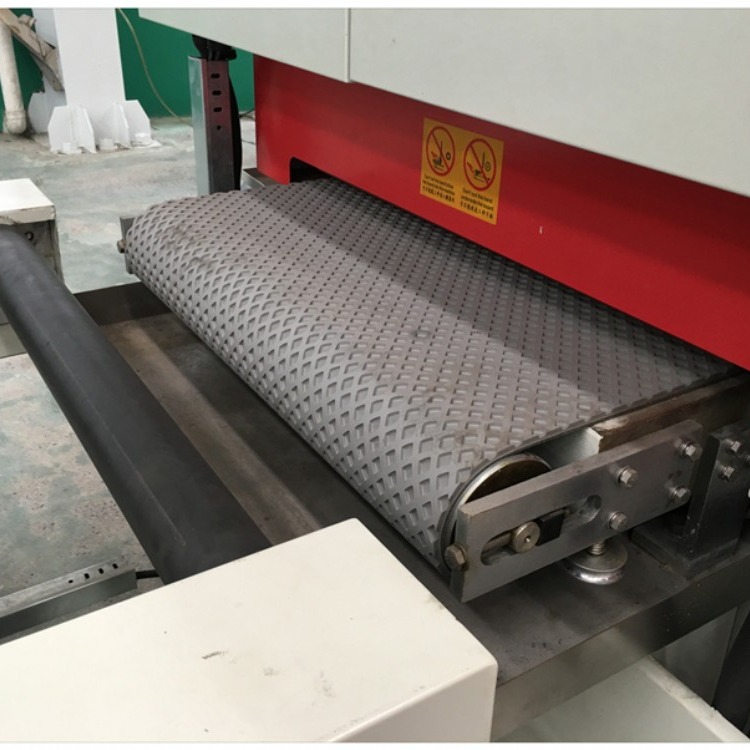
从目前粉末冶金企业解决此类问题来看,一般采用简易手工操作方式较多,一些厂家是将产品定位在台式钻床上的专用台面上,盘刷装在钻床动力头上,通过用人力扳动专用台面使旋转的盘刷与产品毛刺产生相对运动,而达到去掉毛刺的作用,此种操作方式虽然从一定程度上解决了去毛刺的问题,但也存在以下两个问题:
(1)去毛刺质量难以控制。盘刷加工产品的时间和载荷及加载角度是通过操纵者经验判断 ,人为因素较多,造成在批量生产中,去毛刺质量不稳 定 。
(2)生产效率不高。操纵者靠人工加载两次,只加工一件产品,劳动强度大 ,造成生产量难以提高。