沧州友发管道装备有限公司
沧州友发管道装备有限公司过路顶管用螺旋钢管的工艺都是双面埋弧焊接,双面埋弧焊技能是在1940年发明并运用的,它的焊接过程与手艺焊接有相同的地方,是使用渣保焊,螺旋钢管埋弧焊与手艺焊不同的地方便是焊丝和焊剂别离,手艺焊是焊丝焊剂都在一同的。焊丝选用盘状,即整盘运用,可接连也可连续,从某种意义上说螺旋钢管能够把焊丝做到一毫米也不浪费,焊丝作业时是在焊剂的围住的内部进行焊接所以叫埋弧焊接,这样焊接出来的质量高,螺旋钢管对焊丝和焊剂的选择要求较高,原材料不同原料对应不同的焊丝焊剂,尤其是在目前出产高规范螺旋钢管的情况下,更得选择适宜的焊丝和焊剂了。埋弧焊螺旋钢管是以接连焊丝作为电极和填充金属,作业时在焊接区的上面掩盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,构成焊缝在电弧热的作用下,上部分焊剂熔化熔渣并与液态金属发作冶金反响。熔渣浮在金属熔池的外表,一方面能够保 护焊缝金属,防止空气的污染,并与熔化金属发作物理化学反响,改善焊缝金属的万分及性能;另一方面还能够 使焊缝金属缓慢泠却。
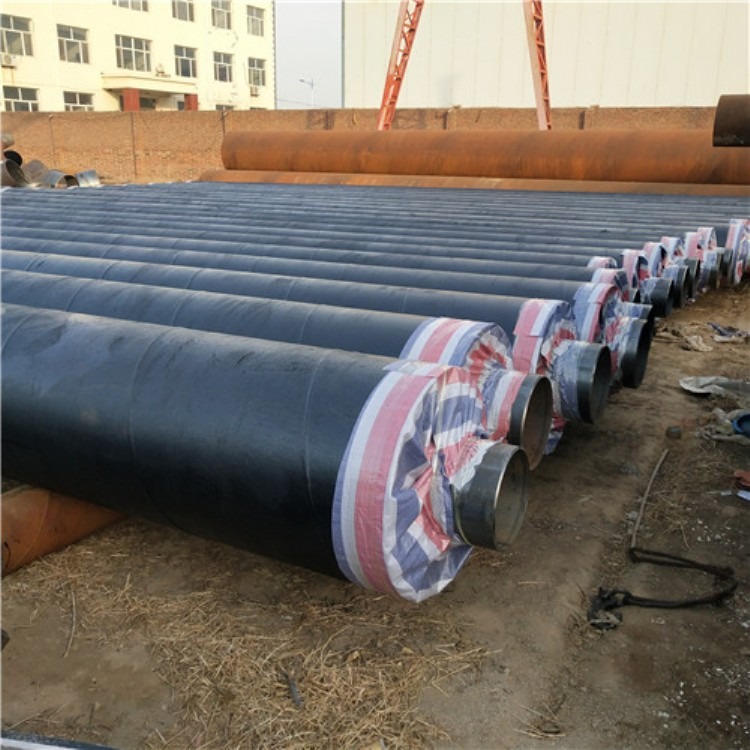
螺旋钢管特点:直缝焊管出产工艺简略,出产效率高,成本低,开展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还能够用相同宽度的坯料出产管径不同的焊管。可是与相同长度的直缝管相比,焊缝长度增加30~100%,并且出产速度较低。因此,较小口径的焊管大都选用直缝焊,大口径焊管则大多选用螺旋焊。填海围堰用螺旋钢管焊接时需求之一便是要有细密性,这样才能在运用螺旋钢管时不会呈现事故。制作出产焊管时会遇到某些状况,例如气孔,当焊管进行制作的时分焊缝傍边就会呈现气孔,像焊管在进行运用的时分在焊缝傍边存在着气孔的话,就会影响到焊管的细密性,使管道呈现走漏形成重大的丢失。还有在焊管进行运用的时分还会由于焊缝傍边的气孔,而引起腐蚀,降低焊管的运用时刻。最常见的导致螺旋钢管焊缝傍边呈现气孔的原因是:焊剂傍边存在着水分,或者是一些脏东西等等,在进行焊接的时分存在着这些东西就会使焊管呈现气孔。在进行焊接的时分,选择适当的焊剂成分,在进行焊接的时分呈现反响,从而在进行焊接的时分不会呈现氢气孔。在进行焊接的时分,堆积的焊剂的厚度应该在二十五到四十五之间,还有在进行运用的时分应该注意,焊剂的颗粒度大、密度小的在进行堆积的时分应该要取最大值,要是反之的话,应该取最小值。
沧州友发管道装备有限公司螺旋钢管在出厂之前应做机械性能实验和压扁实验以及扩口实验,并要达到规范规则的要求。直缝钢管的质量检测办法如下:从外表上判断,也便是在外观查验。焊接接头的外观查验是一种手续简便而又应用广泛的查验办法,是成品查验的一个重要内容,主要是发现焊缝外表的缺点和尺度上的误差。一般通过肉眼调查,凭借规范样板、量规和放大镜等东西进行查验。若焊缝外表呈现缺点,焊缝内部便有存在缺点的或许。物理办法的查验:物理的查验办法是使用一些物理现象进行测定或查验的办法。材料或工件内部缺点情况的查看,一般都是选用无损探伤的办法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。受压容器的强度查验:受压容器,除进行密封性实验外,还要进行强度实验。常见有水压实验和气压实验两种。它们都能查验在压力下作业的容器和管道的焊缝细密性。气压实验比水压实验更为活络和速,一起实验后的产品不用排水处理,关于排水困难的产品尤为适用。但实验的危险性比水压实验大。进行实验时,必须遵守相应的安全技能措施,以防实验过程中发作事故。细密性查验:储存液体或气体的焊接容器,其焊缝的不细密缺点,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松安排等,可用细密性实验来发现。细密性查验办法有:煤油实验、载水实验、水冲实验等。
螺旋钢管厂家细密性查验:储存液体或气体的焊接容器,其焊缝的不细密缺点,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松安排等,可用细密性实验来发现。细密性查验办法有:煤油实验、载水实验、水冲实验等。 5、 静水实验 每根钢管应做静水压实验而无渗漏现象,实验压力按下试核算 式中S—静水压实验的实验应力Mpa,静水实验的实验应力按相应钢带规范规则屈从度最小值的60%选取。 稳压时刻:D<508实验压力坚持时刻不少于5秒; D≥508实验压力坚持时刻不少于10秒 4 无损检测 钢管的补焊焊缝、钢带仇人焊缝及环向缝应进行X射线或超声波查验。关于可燃一般流体运送用的钢向的螺旋焊缝应进行线或超声波查验,对用于 水、污水、空气、采暖蒸汽等一般流体运送用的钢管的螺旋焊缝应进行射线或超声波查验检查(20%)。
沧州友发管道装备有限公司螺旋钢管在生产过程中合理控制加热温度,通过测定热塑性曲线,选择最佳的加热温度。管坯加热还要注意有足够的保温时间,以降低变形抗力和提高45#结构厚壁螺旋管塑韧性。螺旋钢管的生产过程需要的程序比较多,最后一步是降低轧辊转速,轧辊转速是穿孔工艺的关键参数,轧辊转速由低向高变化过程中,存在一个开始出现分层的临界轧辊转速。轧辊转速较低时,管坯容易形成孔腔;轧辊转速较高时,管坯和45#结构螺旋钢管容易形成分层缺陷。为了消除管坯和45#结构螺旋钢管分层缺陷,应把轧辊转速降低到开始出现分层的临界轧辊转速以下。输水管道用螺旋钢管具有高的导电性、导热性和耐磨.即应有足够的高温强度和硬度。通常选用铜钨、银钨和铬钨等合金材料并可制成复合结。接触焊触头一般可做成的结构。即触头由触头座和端头(触头部分组成,端头材料为贵金属,然后螺旋钢管厂家用银钎焊将端头焊到由铜或钢制的触头座上。螺纹焊接钢管高频频率的选择与所焊管材的外径、焊接速度及生产效率有关。一般来兑提高频率有利于集肤效应和邻近效应的发挥,有利于电能高度集中于连接面的表层并快速加热到焊接温度,从而可显著地提高焊接效率。输水管道用螺旋钢管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋钢管材料的抗裂性能优于直缝钢管。管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力其中,α为螺旋钢管焊缝的螺旋角。螺旋钢管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋钢管比直缝焊管壁厚可减小。