山东盛豪机械设备有限公司
山东盛豪机械设备有限公司
手 机/微信:15966666758(李经理)
工厂一部:山东省济南市天桥区怀庄工业园区888号
工厂二部:山东省德州市齐河建邦大道198号

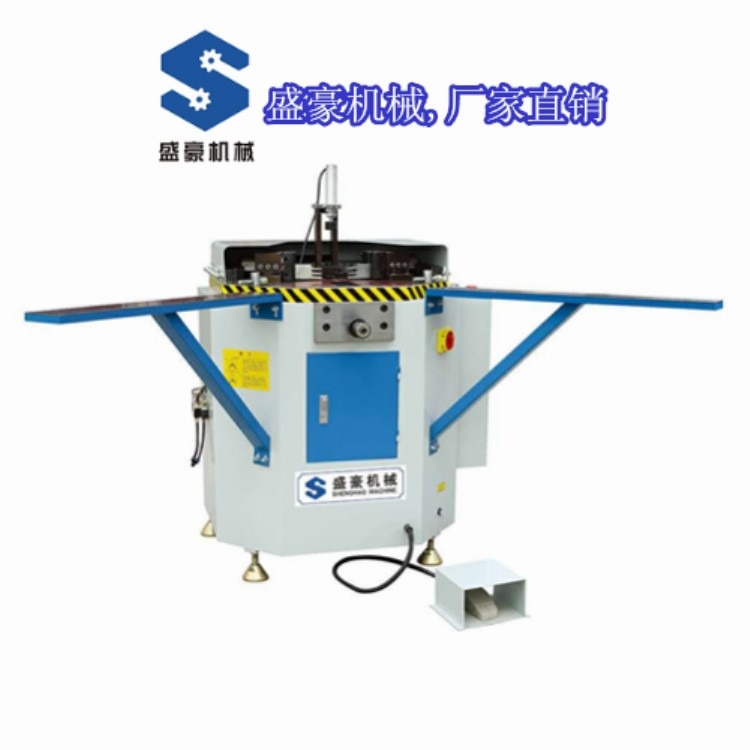
LMB-120铝门窗组角机
铝门窗液压同步单头组角机是高档铝门窗生产加工专用设备,适用于角码结构型铝门窗90°角连接,采用了机械联动新结构,是组角完全同步,定位采用了上下可调,适用于加工不同断面形状和尺寸的型材。左右冲头刚性同步进给,避免组角过程的无益变形,使窗角连接更牢固。同步进给结构使机器调整变得简单,螺纹调节上下组角的距离,使对刀工作方便,可配置单刀多点角刀,使隔热断桥铝门窗组角更加可靠。
铝门窗组角机主要技术参数:
电源 380V 50HZ*
电机 1.5KW
电机转速 1400r/min
额定油泵压力 16MPa
气源工作压力 0.5~~0.8MPa
耗气量 2L/min
油箱容量 20L
总组角压力 48KN
组角缸运动行程 98mm
主定位块调整范围 70mm
加工型材高度(较大)120mm
外形尺寸 1000*1200*1200mm

断桥铝门窗组角机、挤角机主要构成工作原理和结构特点
当需要组角的型材放于定位块和压紧定位块之间后,踩下脚踏阀,主定位块前行对型材定位,经适当延时后,组角油缸推动组角滑板向前运动,组角滑板同时又带动左、右冲铆轴,由左、右冲铆轴上的组角刀实现对型材的冲压,从而使两件型材通过角码连接起来。
3.3结构特点
本机采用电、液联合操作控制,具有操作轻便,使用可靠的特点。由于采用了机械连动的结构,实现了左、右组角的完全同步,从而消除了油压波动对组角质量的影响,组角更精确。前后定位采用了上下可调、前后可调的方式,适用于加工不同断面形状和尺寸的型材。
工作原理:
安装和调试
安装基础:机器应安装在坚实、平整的水平地面上。
接地:接地螺钉上应接截面积不小于2.5MM绿—黄双色铜线,使接地电阻不大于4欧姆。
接电:输入电压: 380V 50Hz
检查油路
将机体后盖打开,油箱的油面应保持在油标的中心线以上,以防油泵吸空,加油时应用120目过滤网滤去新油中的杂质。
4.2调试:当安装完毕后,要针对某型材做如下顺序调整。
4.2.1将溢流阀松开,按下液压启动按钮,观察电机旋向(从上方观察电机应顺时针方向旋转)。将连动开关拨到关位,踩下脚踏阀调整溢流阀,顺时针方向拧动溢流阀调整手轮,系统工作压力提高,反之系统压力降低。
4.2.2将连动开关拨到开位,将控制面板上的定位延时调为2S~3S。退刀延时出厂前已调整好,一般情况下,无须调整。特殊情况下,可打开电器箱,将时间继电器加以调整。
4.2.3将装好角码的型材置于压紧定位块前方,45度接缝处的外角点对准压紧定位块90度内角的顶端。按型材高度调整主定位块高度,使之与型材相适应。组角刀具的高度与型材连接的角码高度相适应,当型材内侧凸筋特殊时应更换主定位块,使之能深入到筋间空腔内,不至于顶到筋上,因此主定位块设计成活连接,以便用户自行按型材配作各种定位块。
4.2.4主定位块前后位置的调整:踩下脚踏阀使主定位块运行到前极限位置,然后旋转定位缸调整手轮,最终使主定位块达“图二”所示位置。
4.2.5压紧定位块的调整:松开压紧螺钉,对压紧定位块高低位置进行调整,使其相对于主定位块之沟槽上下对称。然后对其前后位置进行调整:首先将要组角的型材装上角码,放于主定位块前的定位位置,再松开压紧螺钉,调整压紧定位块的前后位置,最终使型材正确定位。完毕后将型材拿出。
4.2.6组角刀位置的调整:松开压紧螺钉,使两组角刀的上下位置对称分布于压紧定位块的上下两边,并不超过型材边缘,将螺钉压紧。旋转滑板调整手轮,对组角刀前后位置调整。调整到组角刀的最大行程时,其位置应达要求。
4.2.7样件试冲。
5 操作程序(见下页)
6 维护与保养
6.1油泵的工作介质为N32机械油或液压油。环境温度低于10度时,可使用N15机械油或液压油;环境温度高于40度时,可使用N46机械油或液压油。但不得随意更换其他牌号的油。
6.2油箱的液面保持在油标线以上,以防油泵吸空。加油时,应用120目滤网滤去新油中的杂质,每两个月清洗一次滤油器,半年清洗一次油箱,同时更换新油,以后每年更换新油一次。
6.4泵的工作压力不得任意提高。
6.5高压胶管长期使用,由于胶管的老化,各处的损伤会造成胶管耐压强度的降低,应注意定期检查。使用频繁者,一般每半年检查一次。检查时用试压泵加压,其耐压高于额定压力的1.25倍若即发生渗漏、凸起或爆破时,则必须更换。高压胶管使用时,应避免打折或出现急弯,操作者应注意不可离管太近,以防爆破甩起伤人。
6.6液压泵每年检修一次,全部零件用煤油清洗,注意保护各配合表面,不得任意磕碰,装配后各运动件应运动灵活,无局部卡阻现象。