德州润业土工材料有限公司
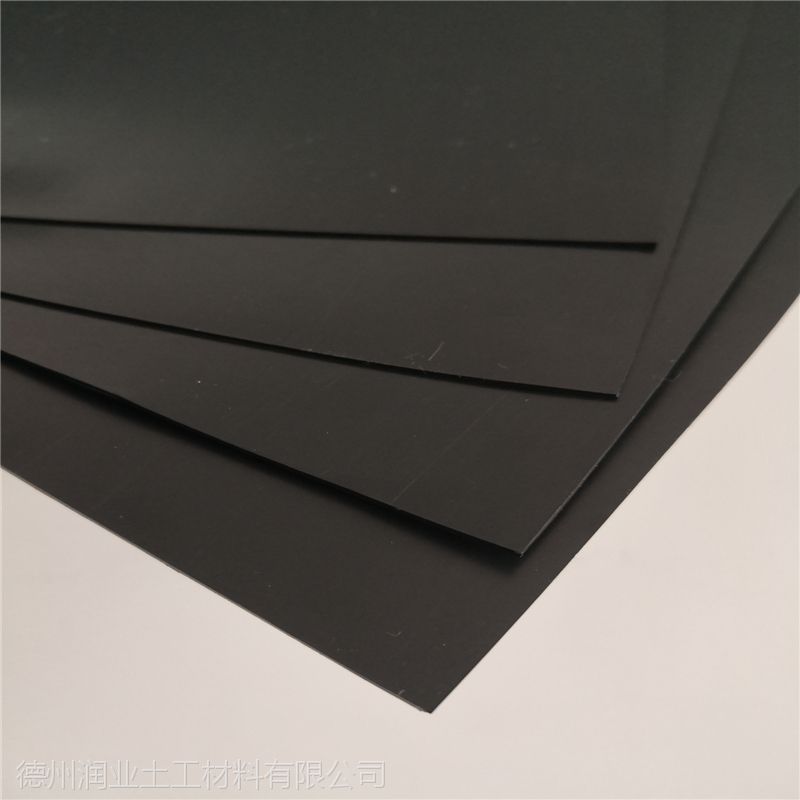
长丝复合土工膜是用土工织物与土工膜复合而成的不透水材料。成品为布膜复合状,膜厚度0.2-1.50毫米,复合布的单位重量为100-400克,幅宽为1-6米,长度为50-100米.
800克长丝复合土工膜的焊接流程:
热楔焊接机焊接工序分为:调节压力,设定温度,设定速度,焊缝搭接检查,装膜入机,启动马达,加压焊接。
接缝处不得有油污、灰尘,复合土工膜的搭接段面不应夹有泥沙等杂物,当有脏物时必须在焊接前清理干净。
每天焊接开始时(清晨及午后),必须在现场先试焊一条0.9m×0.3m的试样,搭接宽度不小于10cm,试样合格后,便可用当时调整好的速度、压力、温度进行正式焊接。试样上需标明日期、时刻、环境温度。热楔焊接机在焊接过程中,需随时注意焊机的运行情况,要根据现场的实际情况对速度和温度进行微调。
焊缝要求整齐、美观,不得有滑焊、跳焊现象 。
在遇到复合土工膜长度不够时,需要长向拼接,应先把横向焊缝GNGN+X焊好,再焊纵缝,横向焊缝GNGN+X、GNGN+X+1相距大于等于50cm ,应成T字型,不得成十字交叉。
相邻土工膜焊缝应尽量错缝搭接,膜块间形成的结点,应为T字型,不得成十字型, 纵横向焊缝交点处应用挤压焊机加强。
焊膜时不许压出死折,铺设复合土工膜时,根据当地气温变化幅度和复合土工膜性能要求,预留出温度变化引起的伸缩变形量。
挤压焊接机焊接工序分为:设定温度,搭接检查,热风粘合,打磨,启动马达,加压焊。
接处需要打磨时,其宽度应和焊缝宽度一致,一般以3cm左右为宜。
使用砂轮机打毛时,用力要轻,以清除膜的表面腊质物,使其不粗糙为准,紧靠两层膜的结合部位,必须打到,以免影响焊接质量。