东莞市正信激光科技有限公司
选铝材拼板激光焊接机的原因
随着铝材逐步发展,市场的需求也日益扩大,跟着铝材的拼接也成了一大难题,全铝家居一般是采用拼接、螺丝、焊接等工艺完成的。由于人为的原因,使得拼接的地方常常因为变形使得铝板造成脱落、起翘等情况,使用寿命大大减少;使用螺丝的话,因为手感的原因使得客户不愿意使用;而对于焊接来讲,在以往的生产实践中,铝制品的焊接常用钨极氩弧焊和融化极氩弧焊,虽然这两种焊接方式能量密度大,焊接铝合金能取得良好的接头,但仍然存在熔透能力差,焊接变形大,生产效率低等缺点,用这些传统的、应用于黑色金属的焊接方法焊接铝合金,并不能达到工业上高效、无缺的、性能佳的要求。
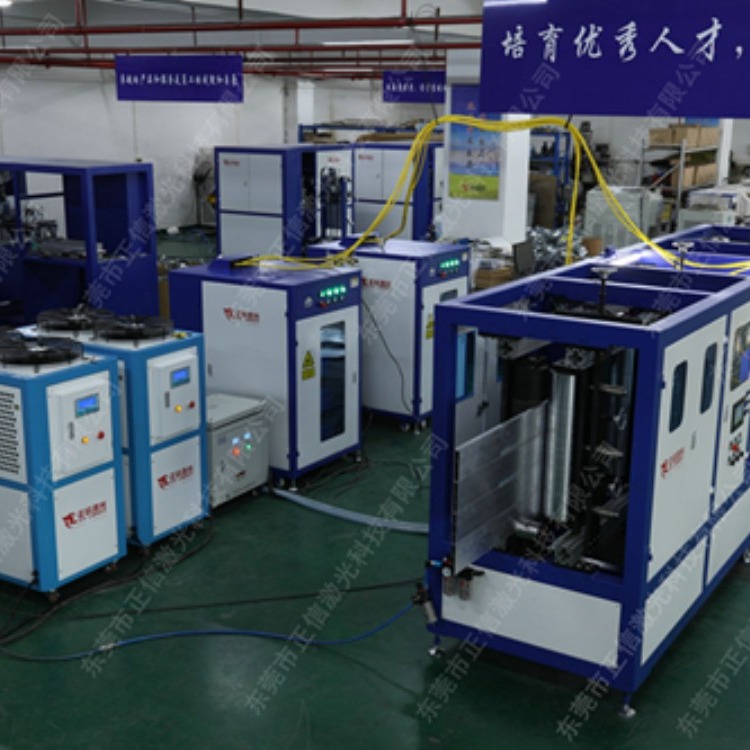
因此为解决这一问题,东莞市正信激光科技有限公司研究出的八个激光头同时焊接的设备--铝材拼板激光焊接机,该设备具有焊接效率高、热影响区小、焊缝美观牢固等优势,可以实现全自动焊接与打磨,后续加工也变得更加方便,省时省力还提升了效率!是焊接金、银、钛、镍、锡、铜、铝等金属及其合金材料的理想机型。

铝材拼板激光焊接机的基本参数:
1、设备设计为双头或多头全铝整板激光焊,同时双头多道焊缝分步焊接及多道焊缝同时实现焊接。
2、设备焊接拼板宽度为300~650mm,焊接长度最短为3000mm,最长不限,设备焊接速2m~4m/min。
3、1500W激光器,含水箱控制,设备配有高速激光WOBBLE焊接头。

铝材拼板激光焊接机设备的特性:
1、设配有全数控4轴系统,可单组焊枪独立示教编程,也可多组焊接同时焊接,系统多路端口控制输出,可同时两到8台激器输出。
2、系统在焊接时可独立单轴微调,当焊道有偏差时可随时手动调整。
3、设备可在焊时多枪连续焊接或单枪多道焊缝焊接。
4、设备采用示教编程及手动输入编程方式,当示教编程时设备自动生成G代码。
5、设备在焊接过程中如果有暂停时X轴可后退或前进移位调整焊接位置后可继续焊接。
激光器选择:铝板材主要运用于全铝家居行业,铝整版的焊接相对于其他行业的铝合金焊接,持续出光的时间更长,且焊缝是6条或者8条直缝,焊接工艺要求激光出光能量稳定,选用激光器要选相对高一些的激光器,这样激光器在保持高强度焊接需求时能保证焊接质量。
激光焊接头:全铝整版因为应用于全铝家居行业,要求焊缝平整,以避免或者减少后续的打磨工艺,配用WObble双摆动激光焊接头,此激光焊接头有焊缝平整,焊缝一致性好,焊斑大等特点,是非常符合铝板焊接要求的。
自动化:为达到全铝板材以量取胜的特点,全铝整版焊接,一般建议用铝板自动焊接线,4块板拼接,6个焊接头焊接同时焊接2面,或者8个焊接头同时焊接2面。

铝材拼板激光焊接机的效率:
铝板一般是长6m,宽120-150mm,厚0.8-1.2mm(这里采用的是宽120mm厚1mm的铝板为例),整板由5块铝板组成,规格是长6m,宽600mm,焊接的深度是1mm,铝板1面焊接4条缝,两面共8条缝。
铝材拼板激光焊接机 整体规格 长4.2m、宽1.5m、高1.7m,可以配置2、6、8个激光头(激光头为两面对称配置,同时焊接)。我们的主机配置的是 创鑫1500w的激光器,焊接头使我们正信激光自己定制的(焊接头可自行选择),焊接速度为 35-50mm/s(以40mm/s的焊接速度为例),铝板长6m,也就是6000mm(以一条焊缝为例),需要的焊接时间为6000/40=150s,也就是2分半的样子完成一块6m长,0.6m宽的两块铝板拼板焊接。经过理论上的计算,两个激光头的焊接机一天能焊接1吨铝材左右,而6、8个头的激光焊接机一天能焊7吨左右的铝材。而且使用该激光焊接机设备不需要专业的焊接师傅,普工即可操作,上手简单,可以为您大大的节约人工成本和时间成本。