南宁市南菱工控技术有限公司
南菱工控油脂定量计量系统控制设备介绍说明:
据了解,目前大多数用户使用的油脂计量设备均采用加热存贮罐、计量桶和喷油缓冲槽等组成,计量桶与喷油缓冲槽几乎是上下结构方式,由于种种不确定因素,控制系统无法检测到缓冲槽中的油料是否已抽空或油料的剩余量,所以经常有冒油现象。针对这一问题,我公司研发了一种集加热贮料、称重计量、泵送喷涂于一体的油脂喷涂设备。该设备具有结构简单、维护方便、计量精确、喷涂效果好等特点,同时解决了冒油现象。

一、设备组成及说明:
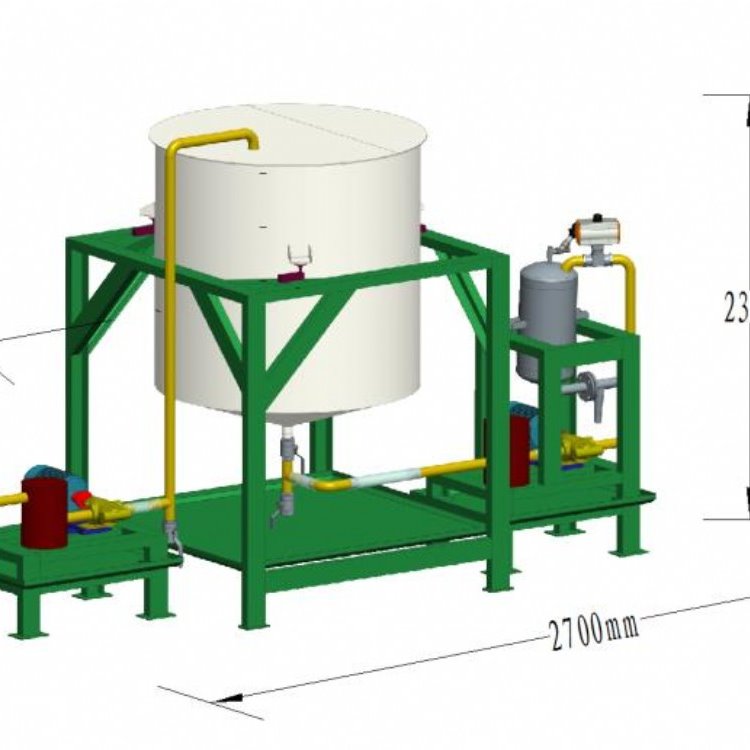
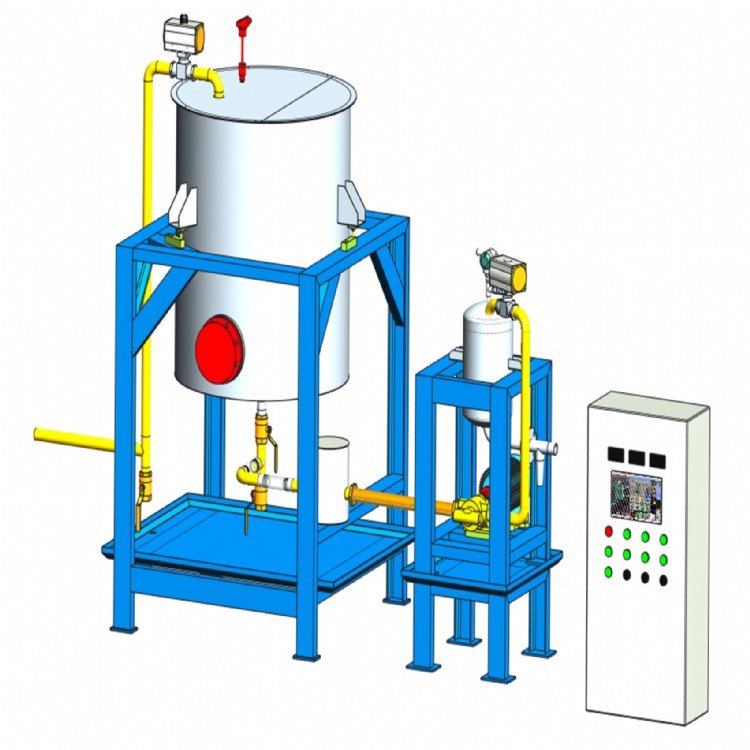
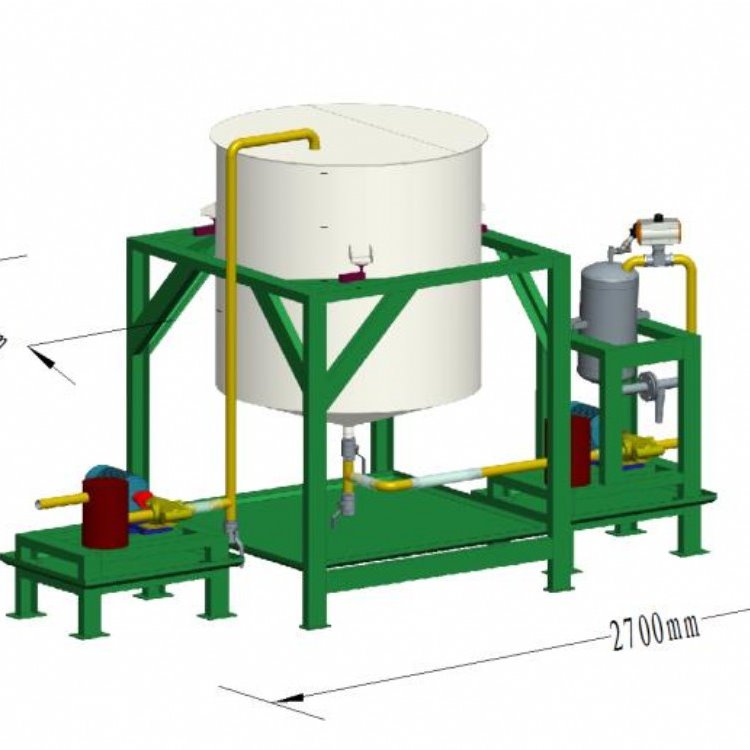
控制设备主要由贮液计量罐组、补液泵组、喷液泵组、雾化喷涂组、防漏托盘、电气控制器等组成。根据安装结构不同,如示意图所示。
贮液计量罐组:主要包括贮料桶(计量桶)、称重传感器、排液阀、电加热器、温度传感器等。称重传感器是对贮料桶中的物料重量信号进行检测,并经由称重仪表进行信号处理和数据换算。
补液泵组:主要包括过滤器、抽液泵等,用于给贮料桶物料不足时进行补料。在自动状态下,当贮料桶里的物料重量值低于设定的最低值时,系统自动启动补液泵补液,当重量值达到设定的最大值时,自动停止补液泵补液。补液泵另设有间歇性补料功能 。
喷液泵组:主要包括过滤器、喷液泵、气吹缓冲罐、气动控制阀、压力检测变送器等。本系统为减法计量方式,喷液泵由变频器控制其转速,以达到生产控制要求。气吹缓冲罐用于增加雾化喷嘴的出口压力,保证雾化效果,同时起到管路吹洗效果,避免或减少管路物料的残余量。
雾化喷涂组:主要包括物料分配器、气动控制阀、雾化喷嘴、管路等。
电气控制系统:主要包括可编程控制器(PLC)、模拟量模块、通讯模块、操作显示触摸屏、称重控制器、温度显示器、控制变频器和电气控制组件等。
1、PLC是控制系统的核心,通过通讯模块与称重显示器通信,实时读取重量值数据,并与给定重量值比较,输出相应控制信号,达到自动控制目的。
2、人机界面采用10寸高清晰度触摸屏,用于生产过程动态模拟显示、实时重量值动态显示和各控制位工作状况显示等。通过触摸屏可对控制参数进行查询、修改和存储。设有生产工艺主画面、控制参数设置画面、生产数据查询画面、报警信息画面以及人工手动操作画面等。
3、称重显示器主要是对物料的重量信号进行采集、处理和显示,并通过RS232通讯接口输出数据资料和接受PLC的指令,称重显示控制器采用珠海志美公司的产品。其具有以下特点:
①各种参数可面板设定、查询和修改,设定值能掉电保护。
②清晰稳定的13mm6位LED数码管显示,可选择显示毛重或净重。
③超载时显示“O.L”,外部设有开关作为保护参数设定和调试。
④具有标准的RS232/485串行通讯接口,可与PLC或上位计算机连接通讯。
⑤可选配模拟量信号或BCD资料输出接口,供DCS数据采集用。
⑥A/D转换速率为200次/秒。输入精度为0.3uV/d。
⑦内分辨率为16,000,000;最大显示分度为300至10,000分度。
3、在自动状态下,可统计物料的总消耗量和日累计消耗量等并可在触摸屏上查询历史数据,通过操作权限,可人工清除累计量和历史数据。
4、设有手动和自动控制功能,可选配与上位计算机连接,实现管控一体化。

二、系统主要功能:
1、具有手动操作和自动控制控制功能。
2、美观实用的生产过程动态模拟,能显示实时的工作状态和贮料桶的剩余重量、使用重量等。
3、贮料罐物料不足自动启动补液泵补料,以及在生产过程中选择间歇性自动补液功能。
4、喷液控制采用高、慢速控制方式,保证了喷液控制的效率和精度。
5、采用了气吹雾化和气力输送功能,提高喷嘴的雾化效果,通过气洗管路,避免或减少管路物料的残余量。
6、具有自动加热、温度控制保温功能。
7、可随时对生产耗料量进行日、月统计查询。
8、在生产过程中,具有缺料、堵料等故障报警。
9、控制部分均选用进口知名品牌产品,保证系统的稳定性、可靠性、长期性。
10、整个系统均为人机对话模式,操作简单易用,维护方便。