
山东桑德机械科技有限公司

UASB厌氧反应器构造
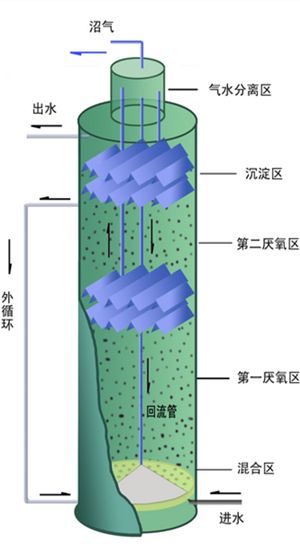
UASB反应器包括以下几个部分:进水和配水系统、反应器的池体和三相分离器。
在UASB反应器中最重要的设备是三相分离器,这一设备安装在反应器的顶部并将反应器分为下部的反应区和上部的沉淀区。为了在沉淀器中取得对上升流中污泥絮体/颗粒的满意的沉淀效果,三相分离器第一个主要的目的就是尽可能有效地分离从污泥床/层中产生的沼气,特别是在高负荷的情况下,在集气室下面反射板的作用是防止沼气通过集气室之间的缝隙逸出到沉淀室,另外挡板还有利于减少反应室内高产气量所造成的液体絮动。
UASB厌氧反应器的特点如下:
1、构造简单巧妙:
沉淀区设在反应器的顶部,废水由反应器底部进入,向上流过污泥床区与大量的厌氧细菌接触,废水中的有机物被厌氧菌分解成沼气(主要成分为CH4和CO2),废水在升流的过程中夹带着沼气和厌氧菌固体物。沼气在气室区进行固液分离,处理过的净化水由反应器顶部排走,废水完成了处理的全过程。沉淀区的大部分污泥可返回污泥床区,可使反应器内保持足够的生物量。由此可知,整个上半时集生物反应与沉淀于一体,反应器内不设机械搅拌,不装填料,构造较为简单,运行管理方便。
2、反应器内可培养出厌氧颗粒污泥:
UASB反应器在处理大多数有机废水时,只要操作方法正确,一般均可在反应器内培养出厌氧颗粒污泥,厌氧颗粒污泥的特性是有很高的去除有机物活性,密度比絮体污泥大,具有良好的沉淀性能,时反应器内可维持很高的生物量。
3、实现了污泥泥龄(SRT)与水力停留时间(HRT)的分离:
由于在反应器内能维持很高的生物量,污泥泥龄很长,废水在反应器内的HRT较短,时SRT大于HRT,因而反应器具有很高的容积负荷率和很好的运行稳定性,这是现代厌氧反应器与传统厌氧反应器的zui大区别。
4、UASB反应器对各类废水有很大的适应性:
UASB反应器不仅可以出来高浓度有机废水,如酒精、糖蜜、柠檬酸等生产废水,也可以出来中等浓度有机废水,如啤酒、屠宰、软饮料等生产废水,并且可以出来低浓度有机废水,如生活污水、城市污水等。UASB反应器可在高温(55摄氏度)和中温(35摄氏度左右)下运行,并可在低温(20摄氏度左右)下稳定运行。除了含有有毒有害物质的有机废水外,UASB反应器几乎可适应不同行业排出的各类有机废水。
5、能耗低,产泥量少:
由于UASB反应器不需要供氧,不需要搅拌,不需要加温,在实现能的同时,达到了低能耗,并可提供大量的生物能沼气,因此,UASB反应器是一种产能型的废水处理设备。由于SRT很长,不仅产生的污泥时稳定的,而且产泥量很少,从而降低了污泥处理费用。


















