洛阳玖信管业有限公司
山东哪里购买衬塑管道多少钱一吨
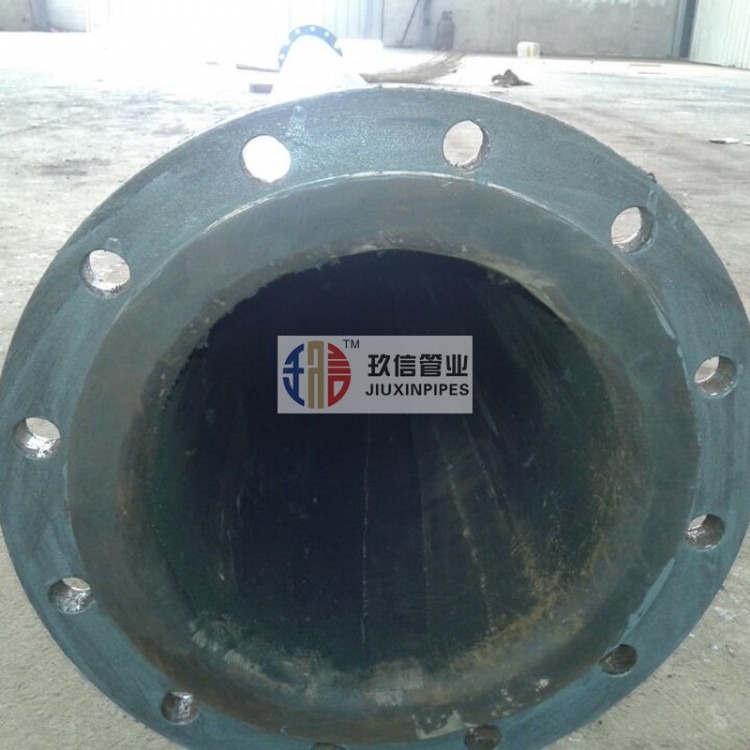
摘要:衬塑管道(山东哪里购买衬塑管道多少钱一吨)外部以钢质结构为管道骨架,机械强度与钢管相同,其卫生无毐、不积垢,不滋生微生物、可保证流体品质,并具有极好的耐腐蚀性能,可耐化学腐蚀、耐土壤和海洋生物腐蚀,耐阴极剥离;耐候性好,适用于沙漠、盐碱等苛刻环境;管壁光滑,可提高输送效率、使用寿命长,且衬塑管道安装工艺成熟、施工方便快捷。
我公司拥有壹流的制造设备,严格的质量控制流程,经验丰富的生产队伍,先進的研发团队,科学的物流系统,完善的售后服务体系,为广大用户提供信得过的产品,满意的服务,实现与社会各界的共同和谐发展,我们坚持强化自身管理,积极推进全面质量管理,在公司范围内形成完整的质量保证体系和质量监督体系。公司秉着“技术領先,完美品质,诚信为本,至诚服务”的公司经营方略,与新来客户建立了良好的合作伙伴关系。 随着近年来科技的迅猛发展,公司采用了国际上先進技术进行产品设计、生产,运用高精度专用机床进行加工,有一整套严格的产品管理体系。公司拥有庞大的技术精湛、经验丰富的员工队伍,使卡耐夫产品精益求精,深得消费者青睐和推崇。
衬塑管道(山东哪里购买衬塑管道多少钱一吨)运用独特的生产工艺,在钢体与塑料层间焊一层钢丝网,使内衬PO与钢体外壳紧密结合在一起,更具可靠性,耐高温达到120℃,其强度和抗腐蚀性能大大优于玻璃钢制品,是较好的升级替代产品。并可在较大范围内替代不锈钢、钛合金等材料是一种成本低、安全、卫生的耐腐蚀设备。
详情可咨询: 谷180先3700生6527
作为专业的衬塑管道(山东哪里购买衬塑管道多少钱一吨)生产厂家,公司一贯遵循“时刻对品牌负责,永远让顾客满意”的服务宗旨,竭诚欢迎國內外客商携手合作,愿与各界同仁共创市场。克服了钢管耐压不耐腐蚀和塑料管耐腐蚀不耐压的特点;它具有耐腐蚀、耐老化、无锈、无味、无毐、内壁光滑、耐高压等特点,与其它管道相比:其卫生指标、理化性能及成本上都有着明显的优势。公司生产的衬塑防腐材料解决了各行业管道腐蚀、老化等而造成的难题,由此一跃成为给排水工程,输气工程,化工行业等朂理想的管道选择。
设备衬塑工艺十步骤:
设备的衬塑工艺一共包括十个步骤,这十个步骤分别是下料、组队、焊接、打磨、打砂、预热、滚塑、检验、刷漆、标记。
下 料:一、下料前检查钢管的规格及表面是否有伤痕、气孔、重叠皮、夹渣等缺陷。 二、钢管下料尺寸偏差不大于1mm/m ,且朂大不超过3mm。下料尺寸l=L-2(δ t)。三、钢管切口应垂直于钢管中心线,管头倾斜偏差不大于管子直径的1%。 四、下料完毕后,切口的熔渣或毛刺应凊篨干净。
组 对:一、组对前检查法兰、管件或钢管的规格、数量、尺寸是否符合要求,准备好组 对工装。 二、钢管和管件相对法兰螺孔应处于同一中心线上,偏差不大于1.5mm。 三、法兰螺栓孔均应跨中布置,偏移度不大于1/2°。 四、钢管和管件的法兰端面与管中心线垂直,垂直度偏差不大于2mm。
焊 接:一、焊接采用手工电弧焊,焊缝余高0~10%δ,且不大于3mm。 二、角焊缝的焊脚,取焊件中较薄的厚度。 三、焊缝鱼鳞波应光滑美观,高低宽窄应一致,焊缝金属与母材金属之间应平缓 过渡。焊缝不允许存在咬边、焊瘤、裂纹、弧坑、表面气孔和飞溅物。
打 磨:一、管道内焊缝宜打磨平或过渡圆弧半径r≥ 5mm,不得呈凹陷状,必要时需补焊。
打 砂:一、打砂用金刚砂使用前应筛选,不得含有油污和其他杂质,颗粒度在 2~3 mm, 含水量不大于1%。 二、空气压力达到0.4~0.7MPa时,才可进行喷砂。三、钢管及管件待衬表面应喷砂去除毛刺、锈迹及其它杂物,并不允许有尖棱角 和锯齿性飞溅。待衬面出现均一的色彩,内外表面无锈色为合格。然后吹尽管道内沙砾。 四、打砂后宜在24小时内衬塑。当超过24小时后,要检查表面质量,合格后方可预热。 五、当出口端喷嘴磨损量超过原始半径20%时,喷嘴不得继续使用。
预 热 : 一、预热前,清理掉管内杂物,不允许有残留物。 二、钢管、管件的预热温度,一般取285℃-330℃(表面实测温度一般不超过 300℃)。预热炉各点温度差应小于10℃ 在预热温度至少停留时间30分钟 。
滚 塑:一、塑粉不得有铁锈(屑)、木块、纸屑等有害杂质,必要时需过筛。 二、管道长度在500mm以上的需在滚动辊上滚塑,到温度达到滚塑温度即可加料。 三、加料前应先把法兰密封面成型工装加紧在法兰上,加料采用专用加料管,加 料应均匀一致。在停车情况下加料,加料后立即转动。 四、滚塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以 下控制在5分钟以内。 五、滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分。一般管径越大 速度越慢。 六、停转时,卸下密封面工装后第壹次找平(用凉的平整胎压平整)并冷却塑层, 直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。 七、法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速 度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速 应低于 30转/分。 八、在滚塑成型及冷却过程中应随时检查表面质量,及时修补缺陷,如时间超过 20分钟(已凝固)则禁止修补。 九、表面稍微粗糙或平面度稍微起伏可用火焰或加热炉均匀加热,但避免因局部 温度过高或燃烧而成黄色。 十、整体塑化不均、绝大部分表面粗糙、较大折皱、明显变色、有明显的厚度分 界线、厚度极度不均、明显气泡、砂眼、密封面起伏超过20%、有两处以上杂质斑点等一律除塑料衬层后返工。 十一、管件和小于500mm的管道采用摇摆式滚塑机,做圆周运动至少10周,时 间为3~10分钟。加紧法兰和法兰密封面成型工装时要对正,拆卸时保护好密封面。 十二、罐体(无妨碍成型的部件)或管道管件(一般DN>500),采用火焰加热 成型。衬层在5mm以上时可考虑菱型金属网增强。 十三、火焰加热的罐体或管道管件应在旋转平台上加热,壳体受热应均匀,预热 温度至少达到220℃,厚度较薄者温度稍高但不宜超过280℃,达到预热温度后至少10分钟才可加塑粉成型。
检 验:一、钢管与管件法兰密封面衬层应平整、均匀,无焊渣、飞溅等影响密封效果的 缺陷。密封面圆衬层偏心度在2mm以下,密封面圆衬层宽度在10mm以上。 二、管道与管件的衬层表面应无针孔、气泡、砂眼、伤痕、和沾附异物等妨碍使 用的缺陷。 三、钢管与管件的内、外衬层应平整、光滑、无明显的凸凹不平现象,无明显波 纹、凹陷、色泽不均及分解变色线。拐角处应圆滑过渡,过渡半径在 5mm 与 10mm之间。 四、衬塑管、管件100%用电火花检测仪进行严格检查。 用5~20KV直流电火花检测仪检验,初检电压15.0KV;24小时后复检,复检电压8.0KV。检测时,探头应接触衬塑层并以100mm/S左右的速度进行移动,移动时若无电火花出现或未听到报警声,则认定热滚塑层针孔检查合格。
刷 漆:一、管道及管件温度降至50℃以下方可刷漆,外防腐采用红防锈漆。 二、刷漆前应除去铁锈、飞溅物、油污等表面杂物。 三、刷漆时,可采用涂刷或喷漆,油漆应涂得均匀一致,不得有气泡、剥落、龟 裂等外 观缺陷。
标 记 :管道及管件两侧中间位置采用白色油漆喷刷上字样,字体采用黑体加粗。
衬塑钢管技术要求:
1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
4、选用JG-873型电火花微孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。
衬塑钢管应用领域:
1.衬塑钢管应用在化工行业:酸、碱、盐的制造业、化肥、农药、化学、橡胶塑料等行业输送腐蚀性气体、液体、固体粉末的工艺管及排放管。
2.衬塑钢管应用在电力工程:工艺用水回水输送、化水、废渣、粉煤灰输送。
3.冶炼行业:金属冶炼中腐蚀介质的输送。
4.衬塑钢管应用在矿山行业:矿粉、矿浆、矿渣、尾矿排放,回填、通风、抽放咓凘和喷浆等。
5.制藥行业:输送各种腐蚀性介质、污水、废水。
6.衬塑钢管应用在油田气田:含油污水,气田污水,油气混合物,采油及集输工艺管道。
7.衬塑钢管应用在农业喷灌:深井管,滤水管,暗渠输送管,排水管,灌溉给水用管。
8.衬塑钢管应用在市政行业:城市建筑给水,饮用水,消防水,热网回水,煤气,天然气输送,高速公路埋地排水及绿化带浇灌等通道。
公司企业文化理念:以满足市场需求为导向,视质量为生命,让用户放心,以信誉示发展,竭诚为广大用户提供壹流服务。 为你提供高品质的衬塑管道(山东哪里购买衬塑管道多少钱一吨),作为一个正在发展的企业,我们以不段学习为推动力。这期间培育出了内涵丰富、底蕴深厚、具有特色的企业文化,成为员工宝贵的精神财富,也成为在市场经济海洋里攻险阻、闯难关,抓机遇、抢市场,创佳绩、攀高峰,创造辉煌的动力源泉。