郑州华菱超硬材料有限公司
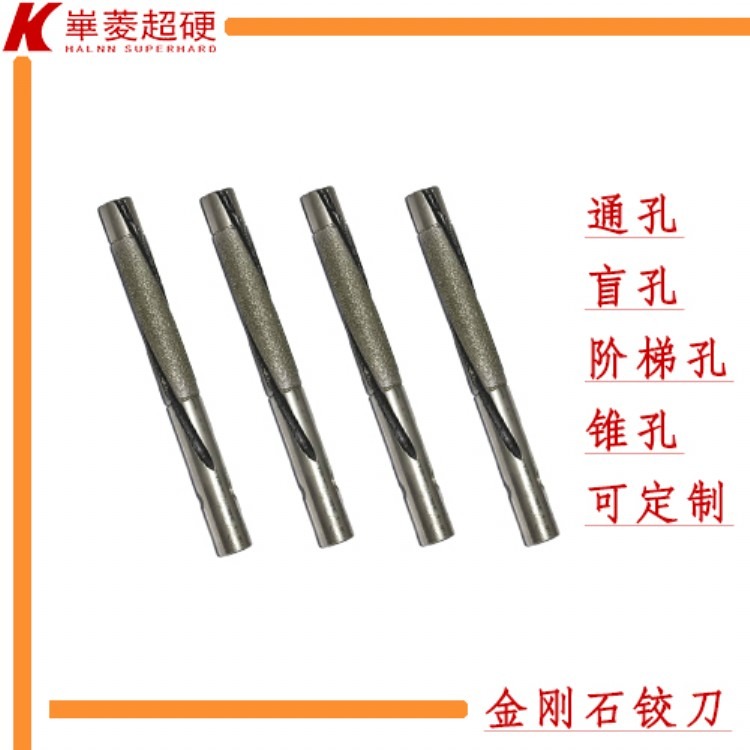
球墨铸铁、灰铸铁工件孔加工用钻石铰刀 可调节铰刀度金刚石新工艺
华菱超硬金刚石铰刀加工出的孔,尺寸分散度小,几何形状精度高(可达0.002mm),粗糙度Ra可达0.4--0.2μm,金刚石铰刀的刀具寿命长(平均每把金刚石铰刀可加工10000件以上),生产效率高,目前已广泛应用于液压元件的主阀孔、机械和仪表中的各种精密孔的终端加工工序上。
华菱超硬高精度金刚石铰刀的优势:
(1)镀层结合力,金刚石粘结牢度,金刚石颗粒分布均匀,外观质量高;
(2)金刚石铰刀前后导向外圆度达到0.005mm,圆柱度为0.005mm/100mm,前导向外圆粗糙度Ra0.63微米,后导向外圆粗糙度Ra0.16um,刀柄与前后导向部分的同轴度达到0.015mm;
(3)铰孔尺寸精度可达到IT9--IT7级,表面粗糙度最高达到0.4μm;
(4)被铰孔工件圆柱度小于0.003,粗糙度可达Ra0.4-0.2,精度高,效率高,使用寿命长;
(5)“量体裁衣”式服务,规范化流程,为客服创造的价值超越契约。

延伸阅读:金刚石铰刀和PCD铰刀
铰孔是孔的精加工方法之一,在生产中应用很广。对于较小的孔相对于内圆磨削及精镗而言,铰孔是一种较为经济实用的加工方法。铰孔是铰刀从工件孔壁上切除微量金属层,以提高其尺寸精度和孔表面质量的方法。
随着现代汽车、3C等行业的新材料不断发展,越来越多的采用有色金属(铝等)和非金属材料制造形状复杂的零部件,而且对表面粗糙度、圆度、圆柱度、同心度、无毛刺等质量要求非常严格,为了满足高效、高精度加工零部件的需求,现在更多的采用PCD铰刀,相较于普通材料铰刀寿命更长,精度更高,效率更高。广泛用于汽车、3C、航空航天等领域。同时磨削行业也有一种铰刀叫做金刚石铰刀,是运用电镀原理,通过金属结合剂(镍、钴、铁或铜等)将细小的金刚石颗粒均匀、牢固地结合在钢的基体上,并经过一定的修磨而制成的。也称之为电镀金刚石铰刀。主要用于液压行业。