郑州华菱超硬材料有限公司
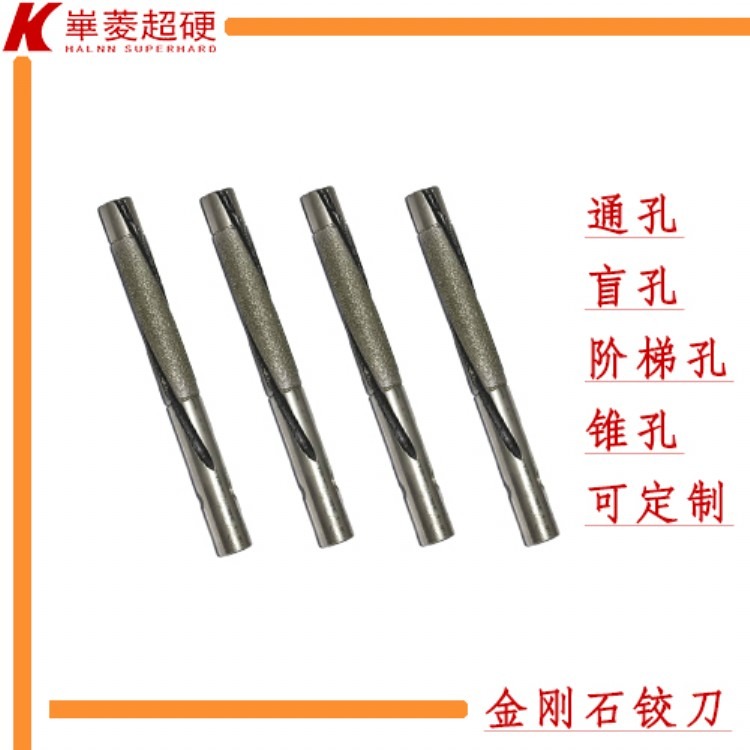
盲孔金刚石铰刀 高精度孔加工刀具 液压阀孔加工的金刚石铰刀粒度选择
华菱超硬金刚石铰刀加工出的孔,尺寸分散度小,几何形状精度高(可达0.002mm),粗糙度Ra可达0.4--0.2μm,金刚石铰刀的刀具寿命长(平均每把金刚石铰刀可加工10000件以上),生产效率高,目前已广泛应用于液压元件的主阀孔、机械和仪表中的各种精密孔的终端加工工序上。

华菱超硬可调金刚石铰刀的使用说明:
1、正确选用铰刀
金刚石铰刀适合于铰削铸铁、钢和铝等有色金属及非金属材料。
在铰刀结构选用上,有固定式金刚石铰刀和可调式金刚石铰刀两种。在使用时,为了延长铰刀寿命,可将上述两种结构的铰刀组合使用,粗铰、半精铰用可调式金刚石铰刀,精铰用固定式金刚石铰刀。
2、选择合理的加工余量
一般不应超过磨料本身颗粒尺寸的1/3--1/4,否则会因为积屑过多而把金刚石铰刀卡在工件孔中,会使刀具的寿命降低。
粒度80/100-100/120的金刚石铰刀,加工余量控制在0.02mm-0.04mm。
粒度170/200-230/270的金刚石铰刀,加工余量控制在0.015mm-0.025mm。
细粒度325/400的金刚石铰刀,加工余量控制在0.005mm-0.01mm。
3、铰刀在孔中往复次数不应过多
一般情况下一次往复行程即可。目前不少操作者把这种金刚石铰刀作研磨棒来使用,因为过多增加往复次数,会使金刚石铰刀的寿命降低。
4、选择合理的切削液
铰削铸铁孔时,可用80%煤油和20%硫化油或机械油的混合油作切削液,或全部煤油也可。
5、合理使用
为了提高金刚石铰刀寿命,可将新铰刀用于粗铰,一般铰削5000~6000个孔后,把它改为精铰刀,以利用钝的磨粒对工件产生挤压和抛光作用,这样既降低表面粗糙度,又会使铰刀寿命增加1倍以上。

延伸阅读:金刚石铰刀和一般PCD铰刀的结构区别
一般PCD铰刀,是具有一个或多个刀齿,用以切除已加工孔表面薄层金属的旋转刀具, 具有直刃或螺旋刃的旋转精加工刀具,用于扩孔或修孔。
金刚石铰刀,是一种特殊形式的铰刀,是人造的金刚石颗粒和基体,通过电镀工艺加工制作而成。它没有刀齿,实际上是靠“磨”来进行金属加工的,只不过其用途和使用方式和铰刀一致。