
东莞市异强塑胶原料有限公司


PPS中文名称叫聚苯硫醚。它具有硬而脆、结晶度高、难燃、热稳定性好、机械强度较高、电性能优良等优点,耐化学腐蚀性强等特点。PPS经玻璃纤维改性的料热变形温度一般大于260度,耐化学性仅次于聚四氟乙烯。此外,它还具有成型收缩率小,吸水率低,防火性好.耐震动疲乏性好,耐电弧性强等优点,特别是在高温.高湿的环境下仍然有好的电绝缘性。但其缺点是脆性大、韧性差,耐冲冲击强度低,经过改性后,可以克服上述缺点,获得优异的综合性能
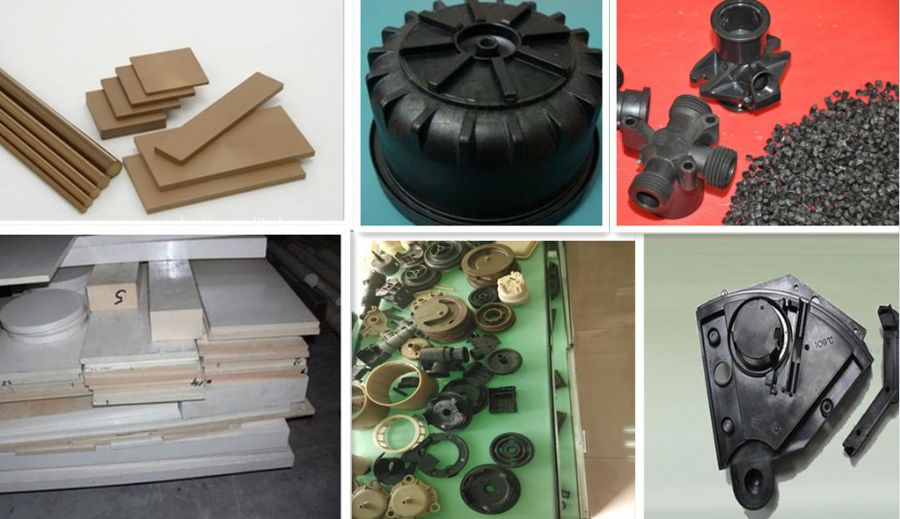
pps的应用是以其优异的耐热性为中心,兼顾它的减摩自润滑性,化学稳定性、尺寸稳定性,阻燃性和电绝缘性等。在化工行业pps可用作合成、输送、储存物料的反应罐、管道、阀门、化工泵等,在机械中心pps可制作叶轮、叶片、齿轮、偏心轮、轴承、离合器及耐磨零件;pps的主要用途还是在电子电器领域,如制作变压器骨架,高频线圈骨架、插头、插座、接线架、接触器转鼓鼓片及各种精密零件等。
折叠物料性能
1、电绝缘性(尤其高频绝缘性)优良,白色硬而脆,跌落于地上有金属响声,透光率仅次于有机玻璃,耐水性,化学稳定性良好。有优良的阻燃性,为不燃塑料。
2、强度一般,刚性很好,但质脆,易产生应力脆裂,不耐苯.汽油等有机溶剂.长期使用温度可达260度,在400度的空气或氮气中保持稳定。通过加玻璃纤维或其它增强材料改性后,可以使冲击强度大为提高,耐热性和其它机械性能也有所提高,密度增加到1.6-1.9,成型收缩率较小到0.15-0.25%适于制作耐热件.绝缘件及化学仪器.光学仪器等零件。


(1)注塑:可采用通用注塑机,玻璃纤维增强PPS的熔融指数以50为宜。注塑的工艺条件为:料筒温度,纯PPS为280~330℃,40%GFPPS为300 -350℃;喷嘴温度,纯PPS为305℃,40%GFPPS为330℃;模具温度120-180℃;注塑压力,50-130 MPA。
(2)挤出:采用排气式挤出机,工艺为:加料段温度小于200℃;料筒温度300-340℃,连接体温度320-340℃,口模温度300-320℃。
(3)模压成型:适合大型制品,采用两次压缩,先冷却,后热压。热压的预热温度纯PPS为360℃左右15min,GFPPS为380℃左右20min;模压压力为10~30Mpa,冷却到150℃脱模。
(4)喷涂成型:采用悬浮喷涂法和悬浮喷涂与干粉热喷混合法,都是将PPS喷涂到金属表面,再经过塑化、淬火处理而得到涂层;PPS的涂层处理温度在300℃以上,保温30min。

























