无锡市福源来彩板型钢有限公司
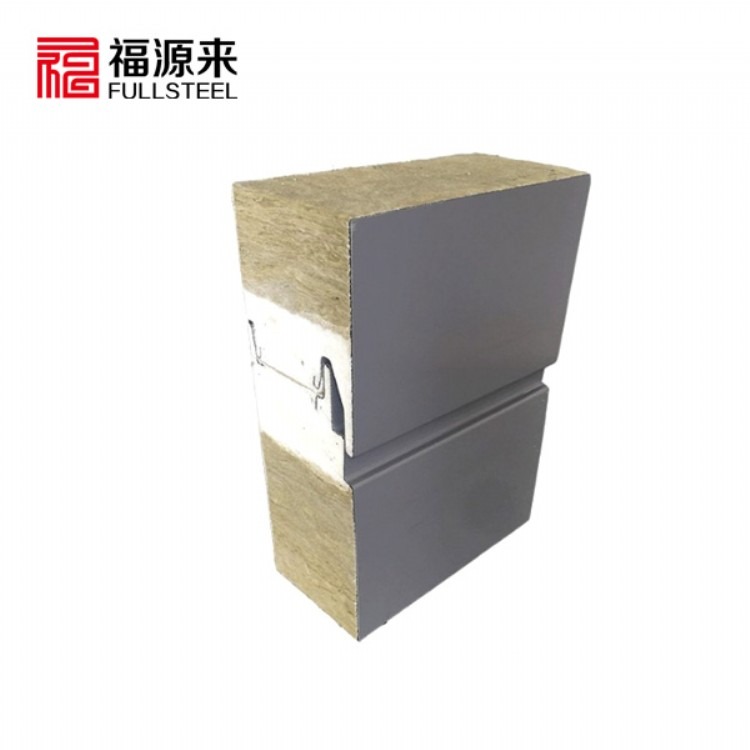
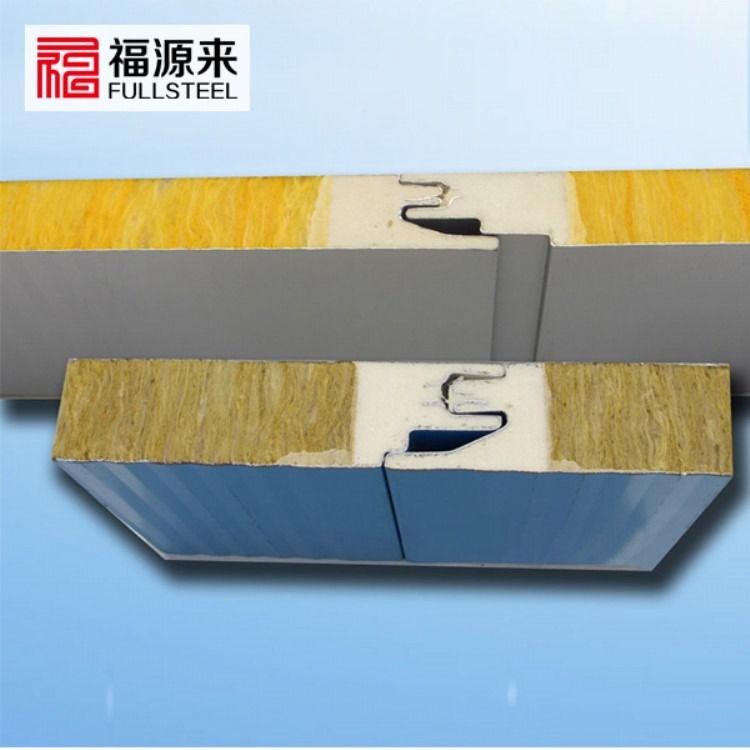
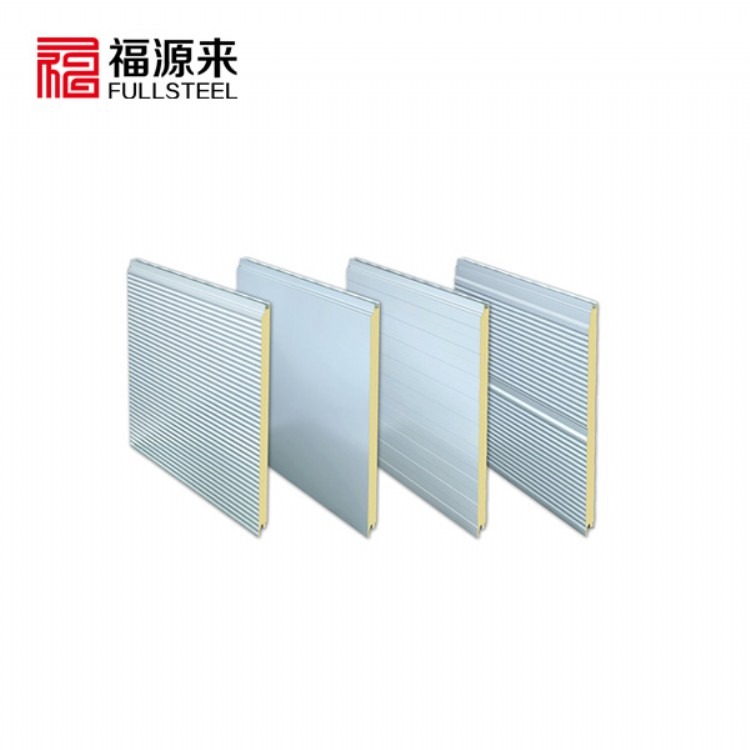
无锡市福源来彩板型钢有限公司生产的新型隐藏式横装岩棉(玻璃棉)板又称金属幕墙面节能横铺板,聚氨酯封边横装岩棉(玻璃棉)夹芯板,金属幕墙板主要是以岩棉和玻璃棉等芯材为主,采用高级品质色涂层钢板为面材,连续棉纤岩棉、玻璃棉为芯材,福源来隐藏式横装岩棉(玻璃棉)板产品广泛用于公用建筑(机场、展览馆、游泳馆、博物馆),商业建筑(购物中心、办公楼)及工业厂房(半导体厂、医药厂、电子厂);复合板由两层优质钢板及A级的不可燃岩棉制造,保证复合板具有良好的耐火性。油漆涂层可使用氟碳(PVDF)丶高耐候(HDP)、聚酯(PE)、硅改(SMP),压花板、洁净板、抗静电板均可。

无锡市福源来彩板型钢有限公司成立于1994年,前身是无锡长丰机械厂,2001年更名为无锡市福源来彩板型钢有限公司,注册资金500万, 公司位于无锡市胡埭工业园,占地8000平方,公司设有总经办、财务、生产、销售等部门,在职员工58名,公司拥有金属面夹芯复合板、聚氨酯(横装)金属面幕墙夹芯板生产线2条,年产量80万方复合板,年产值6000余万,公司产品有聚苯乙烯夹芯板、矿棉夹芯板、聚氨酯夹芯板、纸蜂窝夹芯板以及冲孔吸音复合夹芯板、隐藏式金属外墙板等新型节能建材,公司压延金属产品满足冶金部、建筑研究总院金属压延技术设计要求,金属外墙板符合国家建筑标准设计。
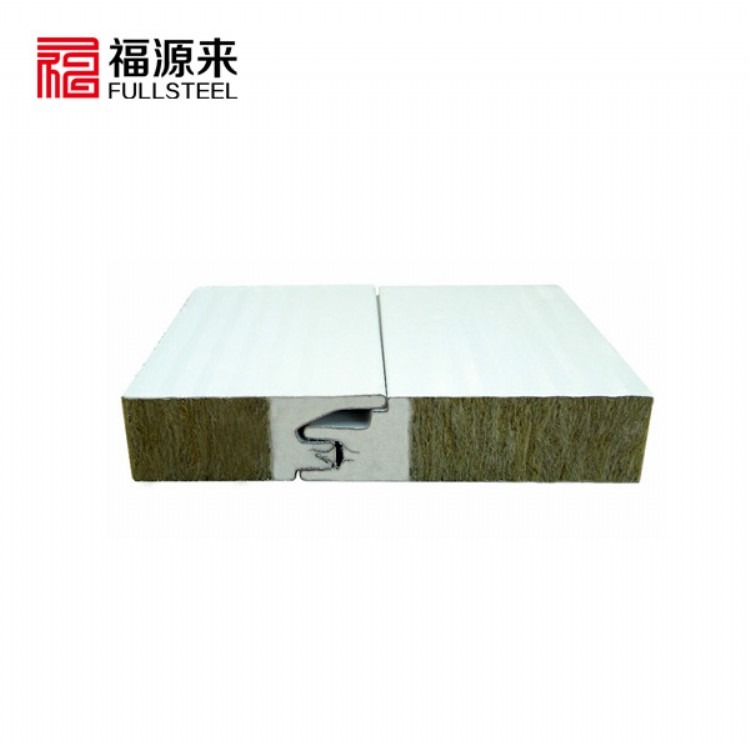
横装式的安装方法,美观大方,无暴露螺钉,有专属的防水结构,提高使用寿命。
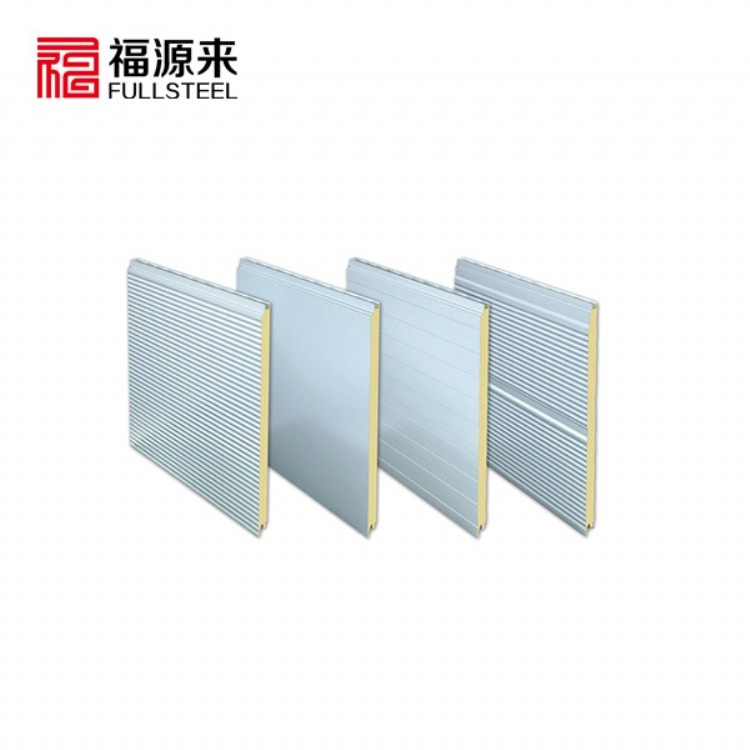
大面积的安装成波纹线条状的美感,达到建筑的多样化需求。
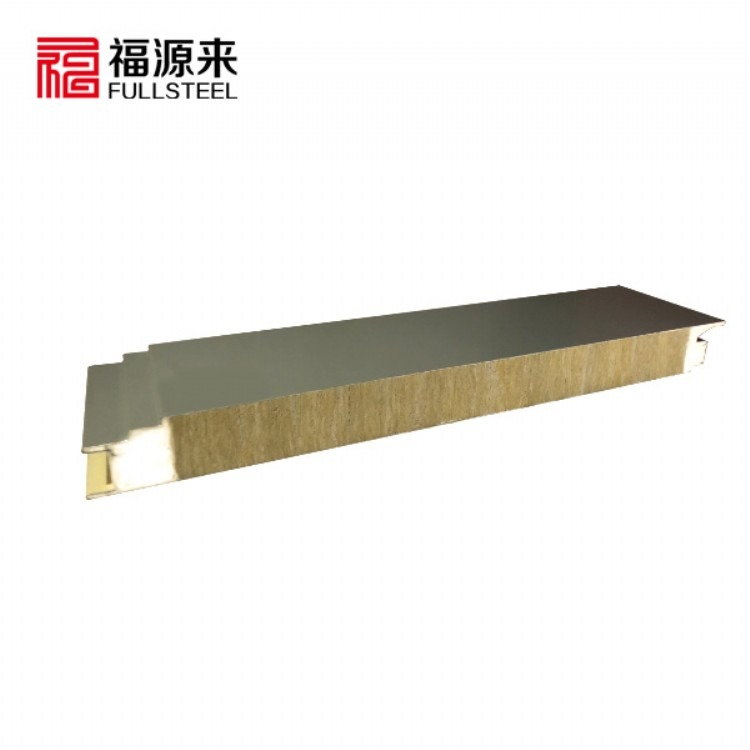
防火棉90度旋转,使棉纤维和板面成垂直状态。
使用螺钉式隐藏方式,表面可做到水波纹、纯平、压花等多种效果。
采用高密度岩棉及优质钢板,保证夹芯板的镜面纯平度,6-8m长板材表面不会出现起鼓或脱层现象。
采用憎水型、A级防火的环保岩棉材料。
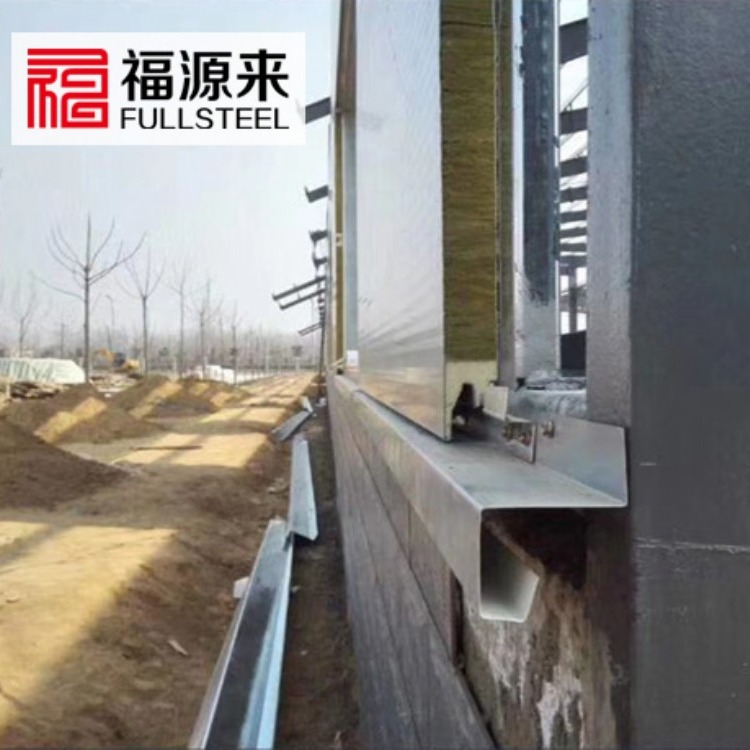
可选择竖缝折边,完成后的效果可媲美铝幕墙系统。
厚度为50、75、100、120、150、200,其他厚度可定制。
表面钢板为0.5-1.2mm,内层钢板为0.5-1.0mm。岩棉密度为60-180kg/m3。

聚氨酯封边横铺金属幕墙板,江苏苏州南通扬州横挂式岩棉夹芯板参数描述:
标准宽度:1000mm(特殊宽度可定制)
长度:≤11800mm
钢板厚度:0.4mm-1.0mm
钢板材质:彩涂板、镀锌板、不锈钢板、铝镁锰板等
芯材:岩棉(可根据要求更换)
岩棉厚度:50mm、75mm、100mm(特殊厚度可定制)
岩棉容重:60kg/m3-- 180kg/m3
连接方式:隐藏式
重量(供参考):12kg/m2(以双面0.5mm彩涂板,50mm厚度60kg/m3岩棉芯材为例)
燃烧性能:A1级
安装方式:螺钉隐藏式
聚氨酯封边横铺金属幕墙板,江苏苏州南通扬州横挂式岩棉夹芯板案例展示:



聚氨酯封边横铺金属幕墙板,江苏苏州南通扬州横挂式岩棉夹芯板板型图集:

福源来 聚氨酯封边横铺金属幕墙板,江苏苏州南通扬州横挂式岩棉夹芯板产品具有良好的绝热、阻燃、隔音、环保、耐久性能,并广泛应用于工业、商用建筑内外墙、以及建筑外墙保温、专用防火保温门等领域 。
主营产品:暗扣隐钉式金属幕墙板、暗扣隐藏式金属幕墙板、外墙横铺板、聚氨酯封边玻璃丝棉屋面板、聚氨酯封边岩棉横铺板、PU侧封玻璃丝绵板、聚氨酯封边彩钢岩棉板、隐藏式金属幕墙横装板、金属面岩棉横装板、机制冲孔彩钢岩棉隔音板。
实际价格以电话咨询为准,谢谢!无锡市福源来彩板型钢有限公司期待与您合作!
聚氨酯封边横铺金属幕墙板,江苏苏州南通扬州横挂式岩棉夹芯板为您推荐钢结构相关资讯:
钢结构七大生产流程
组装
1)组装前,工作人员必须熟悉构件施工图及有关的技术要求,并根据施工图要求复核其需组装零件质量。
2)由于原材料的尺寸不够,或技术要求需拼接的零件,一般必须在组装前拼接完成。
3)在采用胎模装配时必须遵循下列规定:
(1)选择的场地必须平整,并具有足够的强度。
(2)布置装配胎模时必须根据其钢结构构件特点考虑预放焊接收缩量及其它各种加工余量。
(3)组装出首批构件后,必须由质量检查部门进行全面检查,经检查合格后,方可进行继续组装。
(4)构件在组装过程中必须严格按照工艺规定装配,当有隐蔽焊缝时,必须先行施焊,并经检验合格后方可覆盖。当有复杂装配部件不易施焊时,亦可采用边装配边施焊的方法来完成其装配工作。
(5)为了减少变形和装配顺序,可采取先组装成部件,然后组装成构件的方法。
4)钢结构构件组装方法的选择,必须根据构件的结构特性和技术要求,结合制造厂的加工能力、机械设备等情况,选择能有效控制组装的质量、生产效率高的方法进行。
5)典型结构组装
(1)焊接H型钢施工工艺
工艺流程
下料→拼装→焊接→校正→二次下料→制孔→装焊其它零件→校正打磨
(2)箱形截面构件的加工工艺
(3)劲性十字柱的加工工艺
(4)一般卷管工艺流程图
1)预拼装数按设计要求和技术文件规定。
2)预拼装组合部位的选择原则:尽可能选用主要受力框架、节点连接结构复杂,构件允差接近极限且有代表性的组合构件。
3)预拼装应在坚实、稳固的平台式胎架上进行。其支承点水平度:
A≤300~1000m2 允差≤2mm
A≤1000~5000m2 允差<3mm
(1)预拼装中所有构件应按施工图控制尺寸,各杆件的重心线应交汇于节点中心,并完全处于自由状态,不允许有外力强制固定。单构件支承点不论柱、粱、支撑,应不少于两个支承点。
(2)预拼装构件控制基准,中心线应明确标示,并与平台基线和地面基线相对一致。控制基准应按设计要求基准一致,如需变换预拼装基准位置,应得到工艺设计认可。
(3)所有需进行预拼装的构件,制作完毕必须经专检员验收并符合质量标准的单构件。相同单构件,宜能互换,而不影响整体几何尺寸。
(4)在胎架上预拼全过程中,不得对构件动用火焰或机械等方式进行修正、切割,或使用重物压载、冲撞、锤击。
(5)大型框架露天预拼装的检测时间,建议在日出前,日落后定时进行。所使用卷尺精度,应与安装单位相一致。
4)高强度螺栓连接件预拼装时,可采用冲钉定位和临时螺栓紧固。试装螺栓在一组孔内不得少于螺栓孔的30%,且不少于2只。冲钉数不得多于临时螺栓的1/3。
5)预装后应用试孔器检查,当用比孔公称直径小1.0mm的试孔器检查时,每组孔的通过率不小于85%;当用比螺栓公称直径大0.3mm的试孔器检查时,通过率为100%,试孔器必须垂直自由穿落。
6)按本规程5)规定检查不能通过的孔,允许修孔(铰、磨、刮孔)。修孔后如超规范,允许采用与母材材质相匹配的焊材焊补后,重新制孔,但不允许在预装胎架进行。
5质量标准
详见《结构工程质量验收规范》GB50205—2001
6成品保护
1.6.1在制作过程中的各工序间都要有成品保护措施,上工序移交给下道工序必须符合有关规范和设计要求。
1.6.2边缘加工的坡口,需要涂保护膜的涂好,并注意不要碰撞。
1.6.3矫正和成型零件,组装好的半成品,堆放时,垫点和堆放数量合理,以防压弯变形。
1.6.4经处理的摩擦面应采取防油污和损伤保护措施。
1.6.5已涂装防腐漆的零部件、半成品(空心球、螺栓球和附件)和组装件,要防止磕碰,如有磕碰,再用防腐漆补上。
7应注意的问题
1.7.1技术质量
1.当对钢材有疑义时,应抽样复验,只有试验结果达到国家标准的规定和技术文件的要求时,方可采用。
2.放样使用的钢尺必须经计量单位检验合格,并与土建、安装等有关方面使用的钢尺相核对。
3.用火焰矫正时,对钢材的牌号Q345、Q390、35、45的焊件不准浇水冷却,一定要在自然状态下冷却。
4.高强度螺栓孔及孔距必须符合规范要求,它直接关系到安装质量的大问题。
5.处理后的摩擦面应妥为保护;自然生锈,一般生锈期不得超过90天,摩擦面不得重复使用。
1.7.2安全措施
1.认真执行各工种的安全操作规程。
2.对用电设备采取漏电保护措施,以防触电。
3.对起重机要严禁超载吊装。
4.各工种操作时,要佩带好劳动保护用品。