衡水力驰星橡塑制品有限公司
板式换热器密封垫片@南阳板式换热器密封垫片@板式换热器密封垫片生产厂家
板式换热器密封垫片的制造过程大体上包括如下几个步骤和质量控制点:
1、密闭或开放式炼胶机中进行混炼。使按配方称量的各个原料组分混合均匀,混炼胶的混炼:称准确量的原材料.经实验室检测后,将混炼胶用于板式换热器密封垫片生产。
2、可以通过挤出机将胶料制成相应毛坯—圆柱形胶条。胶料毛坯:因板式换热器密封垫片的横截面积和长短不同。
3、即将未硫化的橡胶胶条半成品放入热模具的型腔中,模压板换器:板式换热器密封垫片是压机中用模压的方法制造的.模具闭合即进行硫化,模压温度为160185℃,时间315min,因不同的混炼胶品种而异,模压压力应不小于9.8MPa。
4、硫化在模压过程中不全部完成,后硫化为了提高生产线的生产能力.将模压硫化过的板式换热器密封垫片静态情况下置于烘箱中最终完成硫化。烘箱内的度必须均匀,其保温时间因不同的混炼胶而异。硫化是板式换热器密封垫片生产过程中极重要的一步。烘箱必须安装带有连续温度记录的装置。
5、成品检验从每一炉烘箱中抽取成品板式换热器密封垫片在实验室中按成品标准进行检测。
板式换热器密封垫片都是采用橡胶材料。橡胶的收缩率的确定对于整个模具设计是相当关键的。但橡胶的收缩率是一个变量,橡胶的种类不同收缩率的范围就不同,即使是同一种胶料,受胶料的硬度、
硫化温度、硫化时间、硫化压力以及产品尺寸的大小的影响,板式换热器密封垫片的取值也是不尽相同的。所以,在设计模具之前,要根据垫片的工作条件先确定适用而经济的橡胶材料,再根据产品的尺寸和硫化
条件确定板式换热器密封垫片的收缩率。在条件允许的情况下,可以选择用既定材料生产一件和样件尺寸相近的板式换热器密封垫片,测量其收缩率,核对所定的收缩率是否正确,以保证板式换热器密封垫片产品尺寸的精确性。
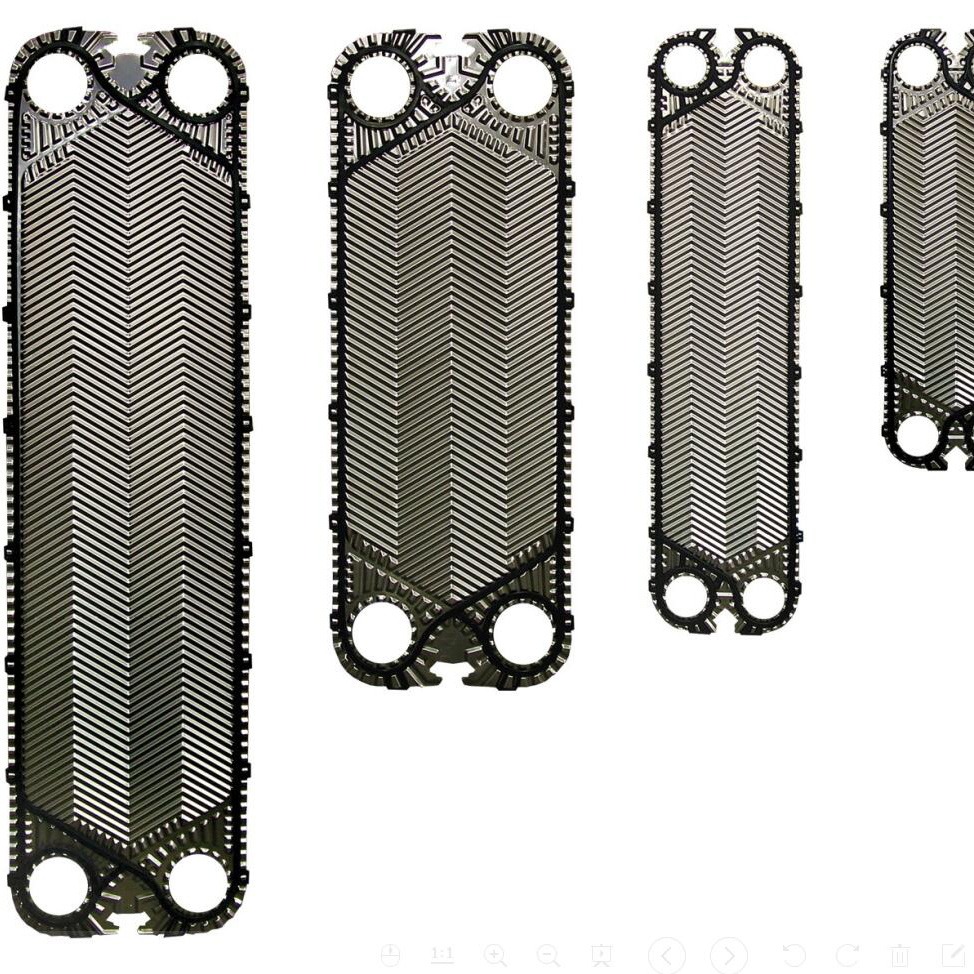
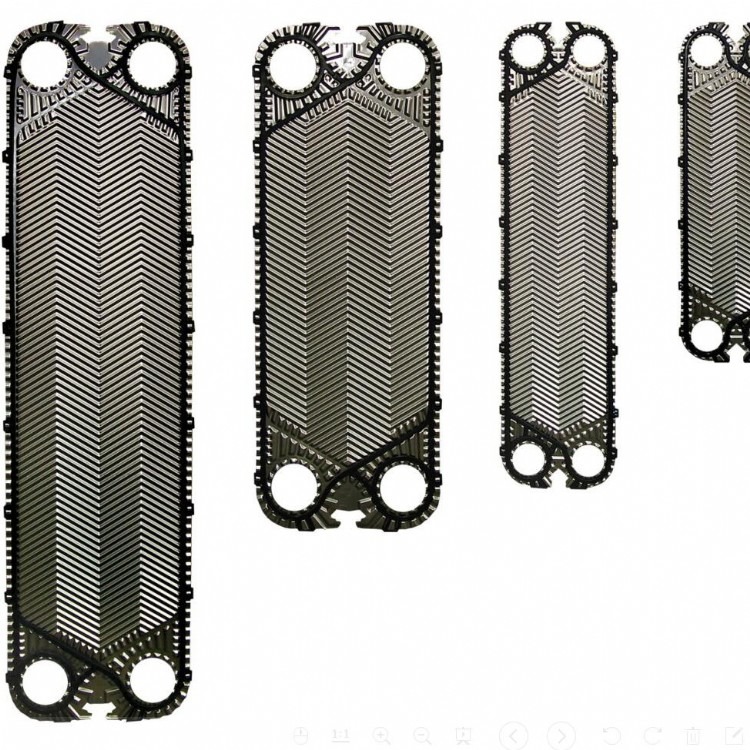
悬挂式结构由人字形波纹板片、密封
垫、固定压紧板、中间板、活动压紧板、支架、上下定位横梁、压紧螺栓等主要零件组成。 常见故障 办事换热器具有传热系数高、压降小、结构紧凑、质量轻、占用空间小、面积和流程组合方便、
零件通用性强、可选择材料广以及容易实现规模化生产等特点,板式换热器密封垫片已被广泛应用于食品、机械、冶金、石油化工和船舶等领域,并成为城市集中供热工程中的主导换热设备。为了保证板式换热器密封垫片的正
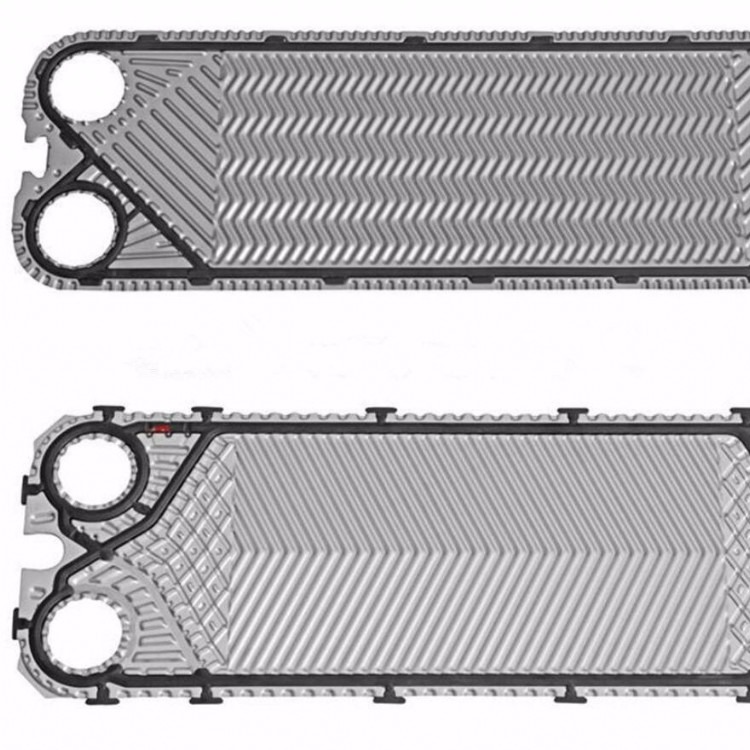
常运行,延长关键部件(如板片、胶垫)的使用寿命,了解掌握板式换热器密封垫片出现的故障及其产生原因和处理方法显得尤为重要。 .板式换热器密封垫片常见故障 外漏 主要表现为渗漏(量不大,水滴不连续)
和泄漏(量较大,水滴连续)。外漏出现的主要部位为板片与板片之间的密封处、板式换热器密封垫片板片二道密封泄漏槽部位以及端部板片与压紧板内侧。 串液 主要特征为压力较高一侧的介质串入压力较低一侧的
介质中,系统中会出现压力和温度的异常。如果介质具有腐蚀性,还可能导致管路中其它设备的腐蚀。串液通常发生在导流区域或者二道密封区域处。 压降大 介质进、出口压降超过设计要求,
甚至高出设计值许多倍,严重影响系统对流量和温度的要求。在供暖系统中,若热侧压降过大,则一次侧流量将严重不足,即热源不够,导致二次侧出温度不能满足要求 板式换热器密封垫片说明:
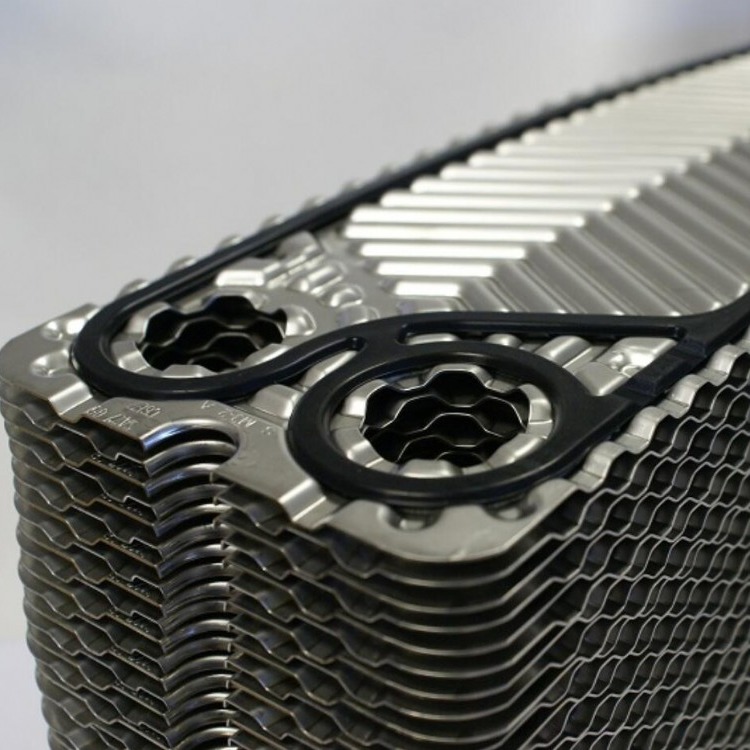
板式换热器密封垫片 可生产各种规格的板式换热器密封垫片, 有挂垫和粘垫两大类,材料有乙丙胶、高温乙丙胶、丁腈胶、高温丁腈胶、氯丁胶、食品胶、氟胶、乙烯-醋酸乙酯橡胶等多个品种,适用不同
的介质和温度。 新开发的板式换热器密封垫片专用粘接剂,用于垫片和板片的粘接,由于它不含氯离子,不腐蚀板片;与垫片同胶种,又不腐蚀垫片, 以上产品已被国内各大型板式热交换器生产厂家使用,
广泛应用在采暖、化工、医药、电力、食品等行业。