东莞市异强塑胶原料有限公司

产品参数
| 性能项目 | 试验条件[状态] | 测试方法 | 测试数据 | 数据单位 | |
| 基本性能 | 模具收缩率 | --- | --- | 0.4-1.4 | % |
| 物理性能 | 比重 | --- | ASTM D-792 | 1.50 | --- |
| 机械性能 | 绝缘破坏强度 | --- | ASTM D-149 | 23 | Kv/mm |
| 弯曲弹性模数 | --- | ASTM D-790 | 80000 | kg/cm2 | |
| 抗拉降伏强度 | --- | ASTM D-638 | 1300 | kg/cm2 | |
| 缺口冲击强度 | --- | ASTM D-256 | 8.5 | kg/cm2 | |
| 电气性能 | 抗电弧 | --- | ASTM D-495 | 85 | SEc |
| 热性能 | 热变形温度 | --- | ASTM D-648 | 200 | ℃ |
PBT化学和物理特性:
a、机械性能:强度高、耐疲劳性、尺寸稳定、蠕变也小(高温条件下也极少有变化);
b、耐热老化性:增强后的UL温度指数达120~140℃(户外长期老化性也很好);
c、耐溶剂性:无应力开裂;
d、对水稳定性:PBT遇水易分解(高温、高湿环境下使用需谨慎);
e、电气性能:
PBT主要用途:
PBT的应用通常指改性品种:
a、电子电器:连接器、开关零件、家用电器、配件零件、小型电动罩盖或(耐热性、阻燃性、电气绝缘性、成型加工性)
b、汽车:
1、外装零件:主要有转角格珊、发动机放热孔罩等;
2、内部零部件:主要有内镜撑条、刮水器支架和控制系统阀;
3、汽车电器零件:汽车点火线圈绞管和各种电器连接器等。
PBT用于汽车上的数目还不及尼龙、聚碳和聚甲醛,但随着低翘曲性PBT的出现,今后必将在汽车零部件上得到更多的应用。
c、机械设备:视频磁带录音机的带式传动轴、电子计算机罩、水银灯罩、电熨斗罩、烘烤机零件以及大量的齿轮、凸轮、按钮、电子表外壳、照相机的零件(有耐热、阻燃要求)
PBT的工艺特点
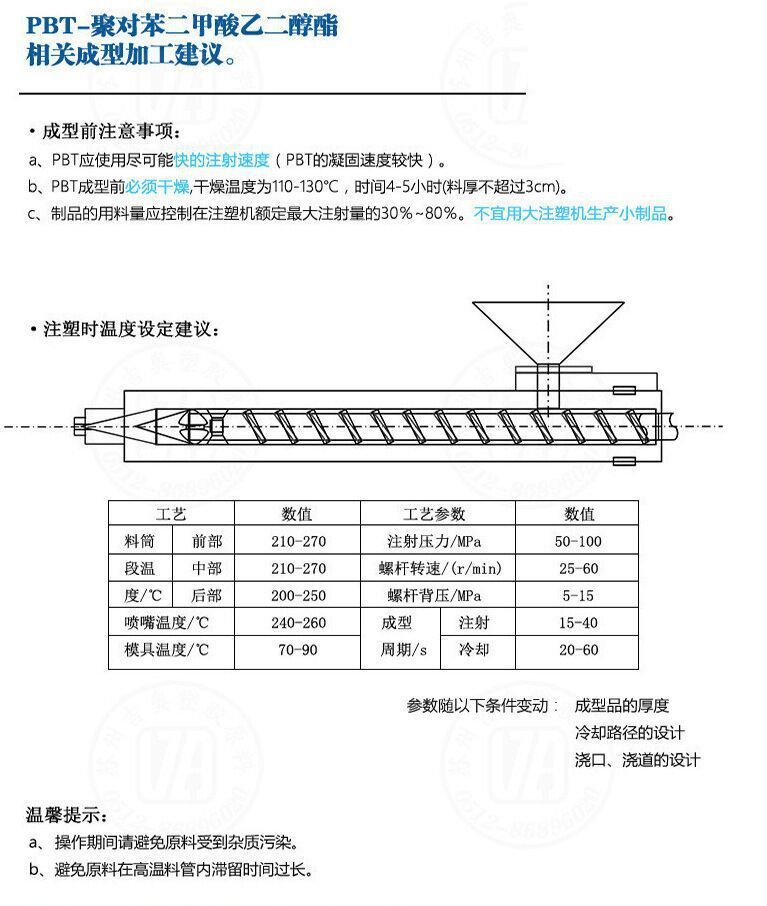
PBT注塑之前一定要在110~120℃的温度下干燥3小时左右,成型加工温度为250~270℃,模温控制在50~75℃为宜。因该料从熔融状态一经冷却,则会立即凝固结晶,故其冷却时间较短;若喷嘴温度控制不当(偏低),流道(水口)易冷却固化,会出现堵嘴现象。若料筒温度超过275℃或熔料在料筒中停留时间超过30分钟,易引起材料分解变脆。PBT注塑时需用较大水口进胶,不宜使用热流道系统,模具排气要良好,宜用“高速、中压、中温”的条件成型加工,防火料或加玻纤的PBT水口料不宜再回收利用,停机时需用PE或PP料及时清洗料管,以免碳化。PBT的加工条件:
| 干燥温度(℃) | 110~120 | 干燥时间约(hr) | 2~3 | ||
| 模具温度(℃) | 50~75 | 残料量(mm) | 2~6 | ||
| 熔胶温度(℃) | 250~270 | 背压(MPa) | 5~10 | ||
| 注射压力(MPa) | 100~140 | 锁模力约(ton/in2) | 3~4 | ||
| 注塑速度 | 高速 | 回料转速(rpm) | 70~90 | ||
| 螺杆类别 | 标准螺杆(直通式喷嘴) | ||||
| 停机处理 | 关料闸啤清即可 | 碎料翻用(%) | 15~25 | ||
| 备注:防火PBT需要用PE料过炮,水口料不宜回收利用。 |
|||||