无锡精工焊接设备有限公司
下单前,请详细咨询联系180-1839-9111!!!
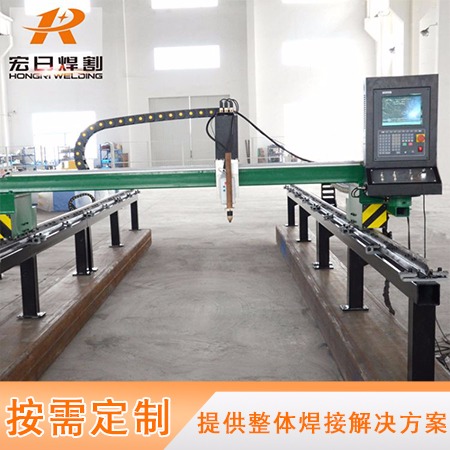
厂家直销火焰等离子切割机 数控龙门切割机 定制钢板火焰切割机



数控切割机器介绍
概述 |
随着我国的迅速发展,周期在不断地缩短,焊接自动化、焊接质量要求不断地提高。切割质量的好坏将直接影响到拼板的焊接质量和焊接自动化的实现。为了满足飞速发展的需求,我们公司专门研制开发了等离子旋转坡口切割头,可实现V形定坡口和V形变坡口的切割,直口、坡口切割及喷粉划线,同时也可对切割角度进行补偿。该设计方案的指导思想是:在保证船板坡口切割质量的前提下,提高设备的自动化程度,降低劳动强度,提高切割生产效率。
|
机架 |
横梁采用宽体箱式焊接结构,整体钢性好、强度高、稳定性好,各个导引面都经过精密机械加工,确保各移动体的正确定位。数控系统车架采用重型车架,大车的车梁具有有足够的强度,满足加速度≥0.6米/秒2冲击要求。 两端架体双边驱动采用对称处理,重心稳定,保证了良好的动态平衡。 我公司生产的数控切割机型为龙门架式结构,龙门架重要构件是横梁与端架。横梁上镶有横向轨道和精密齿条。在实际切割过程中,割距滑车将以横梁作为基础平台。因此从性能上保证横梁的刚性,更不能产生变形。然而横梁车身是一整体焊接结构,在制造时的焊接过程中,必然要在横梁的各个侧面构件中产生许多应力。这些应力在以后设备的运行中将逐步缓慢地释放出来,其结构将导致横梁产生变形。横梁如果产生了变形,切割精度的基本保证也就不存在了。其误差将无法补偿,严重的情况下可导致整机结构报废,所以就要用方式进行整体退火消除应力,这样的结果可以使横梁、端架的过程应力接近于零。其良好的刚性能保证设备不变形。
(600mm*250mm)
我公司对制造的任何一台数控切割机,严格执行这一工艺,所有焊接件均进行热处理回火去除应力,有效的防止了结构变形。希望客户能来我公司进行实地考察。 |
导轨 |
纵向导轨采用高强度标准48KG级路轨制作,顶面和两侧面都经专用磨床精密加工而成。横向导轨采用进口精密冷拔型材经精密加工后使用。在导轨外侧面装置精密齿条。 (48KG级精密导轨图示)
材质:U71Mn 强度:不小于700N/mm2;每米承重不小于10T,导轨自身抗拉强度不小于883Mpa,抗压强度不小于1000T。 加工方式:导轨用高精度导轨磨床磨制 导轨制作精度:齿条安装基准面与导轨侧面平行度小于等于0.02mm。主导轨两侧面的尺寸公差小于等于±0.02mm。主导轨两侧面与顶面的垂直度小于等于±0.02mm 导轨固定方法可根据用户要求提供工字梁或混凝土基础图纸。 纵向齿条采用高精度机械加工制作。 纵向齿条制作精度:7级 单位长度:4.0米/根 节矩:CP6 误差:±0.06mm/800mm 纵向齿条采用了节距制齿条,由于CP齿轮每转一圈所走的距离是整数,这样可大大减少了机器的累积误差,特别是导轨比较长的机器,其优点更为突出。 对于导轨的安装精度和齿轮齿条间隙误差消除问题,主要由单根导轨的加工精度来决定的。我公司的导轨加工精度能保证所有的平面度均为0.02mm,在导轨接长安装时,我们用钢丝固定在导轨的两端,通过调整底版,修正导轨间的误差;导轨间的连接采用拉紧杆,从而保证导轨与导轨间的配合。 纵向导轨两端均有电气限位开关,同时设有加橡胶垫的机械限位挡块,以保证在万一电气控制失灵时也能提供防碰撞保护。 安装机器导轨时导轨的高度低于切割工作台高度,以保证方便上料和下料。 |
电磁式中央配气系统 |
所有气路均由中央配气系统集中控制,配上电磁阀、调节阀、连续脉冲自动点火器,轻易实现人工智能控制。氧气或燃气可以从左边或右边输入中央气路,通过口径适宜的管路传送,中央配气系统使用电磁阀控制气流的通断,并通过压力调节器(或称为减压阀)调节气流的压力。 压力表和控制阀安装在中央控制面板的上方,以便操作者在切割时按及佳状态调节和检查气体压力,面板上有操作电磁阀的开关,既可采用手动调节,又可由数控系统进行自动控制。 |
传动 |
采用现代交流伺服电机和与之配套使用的全数字交流伺服驱动器构成。能够可靠稳定地工作,运行噪声小于规范的规定。伺服驱动机构具有故障自动提示、报警和同步保护功能。 纵横向传动采用齿轮齿条啮合,配上德国纽卡特减速机减速,具有低背隙、高输出扭矩、低噪音、长寿命润滑等特点, 从而实现高精确定位传动。 纵横向出轴齿轮均为(渗碳淬火)硬齿面精密磨齿齿轮。 传动钢带采用高强度的弹性扁钢带,用它拖动从动割炬座,实现了同向切割和镜向切割。 所有机器轴承全部采用进口产品。 所有驱动电机器采用日本松下公司生产,其松下独特算法,频响提高2倍,整定时间缩短1/4,共振抑和控制功能,可函盖机械刚性的可能细微不足。内藏FFT机能,可检测共振点,常规和实时两种自动增益调整,配有RS485、RS232通讯口。 因此,本机器的传动机构是长寿命机构。
|
纵向驱动控制系统 |
纵向采用双边齿轮齿条啮合驱动,配上高精度行星减速和交流伺服系统,加上速度和位置反馈,实现高精确定位传动。驱动架两端装有水平导向轮,可调整驱动架底部偏心轮对导轨的压紧程度,使整机在运动中保持稳定的导向。端架的二端面分别装有清除灰尘的刮片,随时刮扫积聚在导轨表面的杂物。机械加工精度和安装精度保证了主机的传动精度,而电气上采用CNC数控系统作控制。本机采用变频调速驱动放大器,还采用光学编码器作位置检测闭环控制。因而,不但在整个调速范围内取得了良好的传动特性,而且使机器的定位精度得到了保证。而精密加工的齿轮和齿条保证了机器的纵、横向传动精度。 |
横向驱动控制系统 |
横向采用进口直线导轨导轨导向、直线导轨板,通过钢带装置在主从割炬之间实现同像和镜像平稳移动。机器装有横向驱动割炬座,采用了与纵向同样的驱动控制方式,即由齿轮箱、带同轴的伺服电机和光学编码器,以及变频调速驱动放大器所构成的一个的驱动系统。横向驱动割炬座以及其他从动割炬座均安装在横梁前部的导轨上,动力由电机通过齿轮箱内的齿轮传到与装在横向导轨上的齿条相啮合的驱动齿轮上。在机器的主副机架上装有交流伺服系统,同时采用编码器对机器运行间的误差进行检测,并把主副机架间的误差反馈至计算机修正其误差,从而保证了机器的运行平稳性。 |
气路传动方式 |
纵横向拖链装置:专为切割动化装备所设计的传动方式,在机器纵向移动方向上有很多工作电缆、接地电缆和气源需要导入机器,由于纵向电缆和气管较多,这样纵向移动负载很大,这将会影响机器的运行平稳性和可靠性,为此,在机器的纵向传动系统中采用了拖链随动机构,保证机器纵向重载的运行平稳性。可以有效防止因为切割运动时高速切割行走对管路造成的磨损,同时可以节余不必要的管路长度。 |
割炬升降体 |
割炬升降体是一种带有直线轴承副,可以用来提升较重的割炬组件,在大型门式切割机上用来配置各种割炬,整个升降系统安装在完全密封的箱体内,导向机构安装在直线轴承座上,其垂直移动距离为230毫米。该割炬升降装置、气体阀、割炬管路等组成。能使用各种不同的气体,具有手动、电动、自动调高三种方式,保证割炬在切割过程中有遇到翘板的地方能保护割炬不被撞坏。整个设计合理,安全性能好。整个移动体也可以通过电机的控制可进行上下运动。 |
割炬自动调高 |
在自动调高功能开启时,割炬的高度会随钢板的高低自动调整,确保切割质量。在切割过程中,保持割嘴与工件间的恒定距离,是保证切割质量的关键,因此不同的切割方式也采用了不同的调高系统,这样可满足不同的切割工艺需求。其调高系统分别为: 弧压式自动调高系统:根据等离子输出的电压自动调节割炬的高度,故弧压式自动调高系统只适用于等离子切割机,其工作原理是钢板和等离子电极间有一定的电压,通过采集电压信号,通过分压模块处理后给弧压式自动调高系统使用,通过与设定电压比较后,则系统会给电机一个上升或下降信号,保持设定电压与采集电压相等,则电机停止工作,这样就实现了等离子割炬的自动调高功能。 系统特点:
升降机构:
|
自动穿孔 |
自动穿孔整个穿孔过程中的割炬自举、机器变速运动、完全由计算机控制。 |
电气系统 |
电气系统使用新的,并且是设计可靠、运行稳定的产品。电控系统中的控制元器件选用国内名优产品,电控系统的设计具有安全性、稳定性和可靠性。选用的元器件有明显的安全标示,是经过认证机构强制认证的产品。选用原装进口日本OMRON系列产品,对切割机过程的I/O进行控制、等离子割枪的起弧、自动调高的启动,等离子系统的控制以及设备的安全控制等。电路逻辑控制采用的电控拒结构,视觉效果简便,便于维护,无干扰。 |











公司简介:
无锡精工焊接设备有限公司是一家专业为客户提供整体焊接解决方案的高新生产制造型企业,坐落于长三角腹地这座悠久历史与现代科技相结合的江南名城----无锡。 精工焊接创建于1998年,短短十数年,我们从一家专业生产逆变焊接电源的厂家发展成为焊接与切割电源、大型智能化成套数控切割设备、自动焊接中心辅具等几大焊接系列的专业提供商,是一家综合自主研发设计、生产、营销售后为一体的高新技术型企业。
精工重视现代化企业管理理念,引进先进企业管理案例、大胆的尝试和改进,在反复论证时间的基础上,我们建立了一整套符合自身特点的生产管理、质量控制、营销管理及市场服务四大体系。我们配备工业化标准的厂房、先进的电气化生产设备、高品质的自动化操作流水线、先进的数字电子检测系统,以保证走出精工焊接的每件产品的品质。
我们产品覆盖逆变系列直流弧焊机、氩弧焊机、脉冲氩弧焊机、交直流方波氩弧焊机,空气等离子切割机,气体保护焊机,自动埋弧焊机等几大主流逆变系列产品; 并先后开发出自调/可调式焊接滚轮架、焊接变位机、焊接操作机、数控等离子/火焰切割机、H型钢生产线等几大系列焊接专机。现在产品广泛应用于电力设施、公路铁路基础建设,建筑工程及装潢、矿山冶金、石油化工、钢结构、船舶制造、锅炉和压力容器管道、汽车生产、航空航天等相关行业,满足民用工用各种多样复杂环境的使用需求。
我们精工凭着丰富的产品体系和优越产品性能赢得市场广泛的认同,营销服务网络辐射多地。享誉盛名。
尚德务实、和谐创新,我们为客户“量体裁衣”,提供有效的整体焊接解决方案,成就您焊随心动的工业缝纫梦想。
联系方式:
联系人:王锋 先生 (销售部 经理)
电话:86-0510-88602111
移动电话:180-1839-9111
传真:86 510 88797229
地址:中国 江苏 无锡市锡山区 东港镇黄土塘l路口
邮编:214194
公司主页:
http://www.hjsb.cn
https://jinggonghanjie.1688.com